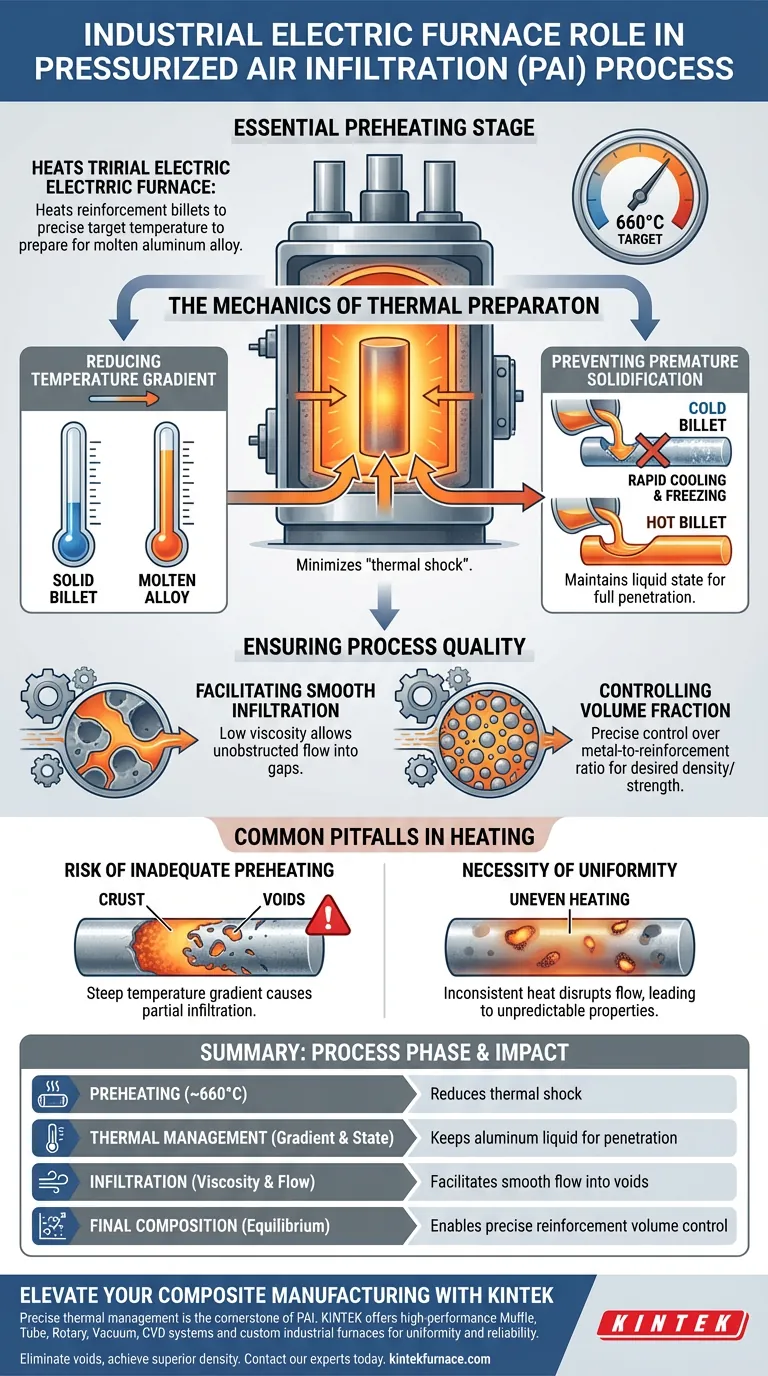
The industrial electric furnace functions as the essential preheating stage in the pressurized air infiltration (PAI) process. It heats billets containing reinforcement particles to a precise target temperature, typically around 660°C, to prepare them for the introduction of molten aluminum alloy.
By significantly reducing the temperature gradient between the solid billet and the molten metal, the furnace ensures the alloy remains liquid long enough to permeate the reinforcement material. This prevents blockage caused by cooling and guarantees a uniform composite structure.
The Mechanics of Thermal Preparation
Reducing the Temperature Gradient
The primary challenge in PAI is the thermal disparity between the liquid aluminum alloy and the solid reinforcement billet.
The electric furnace raises the billet's temperature to match or near the alloy's molten state, often 660°C. This minimizes the "thermal shock" the liquid metal experiences when it contacts the billet.
Preventing Premature Solidification
If molten aluminum touches a cold billet, it loses heat energy rapidly.
This rapid cooling causes the metal to freeze (solidify) before it can fully penetrate the mold. The furnace ensures the billet holds enough thermal energy to keep the aluminum in a liquid state throughout the infiltration phase.
Ensuring Process Quality
Facilitating Smooth Infiltration
For a high-quality composite, the metal must flow freely into the microscopic voids between reinforcement particles.
Preheating ensures the viscosity of the metal remains low, allowing it to smoothly infiltrate the gaps without obstruction. This creates a seamless bond between the matrix (metal) and the reinforcement.
Controlling Volume Fraction
The ultimate goal of the PAI process is to achieve a specific ratio of metal to reinforcement.
By maintaining the necessary temperature, the furnace allows for precise control over the volume fraction of the reinforcement phase. This ensures the final material meets its engineered density and strength specifications.
Common Pitfalls in Heating (The Trade-offs)
The Risk of Inadequate Preheating
If the furnace fails to reach the target temperature (e.g., 660°C), the temperature gradient remains too steep.
This leads to partial infiltration, where the metal creates a "crust" on the surface but leaves the interior of the billet void of metal. This results in a structurally compromised component.
The Necessity of Uniformity
The furnace must provide consistent heat throughout the billet, not just on the surface.
Uneven heating can cause localized solidification spots, disrupting the flow of the molten alloy and leading to unpredictable variations in the material's final properties.
Making the Right Choice for Your Goal
To maximize the effectiveness of the PAI process, focus on the relationship between temperature and flow.
- If your primary focus is Structural Integrity: Ensure your furnace is calibrated to reach the exact target temperature (e.g., 660°C) to prevent voids caused by premature metal freezing.
- If your primary focus is Material Consistency: Prioritize the duration of the preheating phase to ensure the core of the billet reaches thermal equilibrium with the molten alloy, guaranteeing precise volume fraction control.
Precise thermal management is the difference between a surface coating and a true composite material.
Summary Table:
| Process Phase | Furnace Function | Impact on Quality |
|---|---|---|
| Preheating | Reaches ~660°C target temperature | Reduces thermal shock between billet and alloy |
| Thermal Management | Minimizes temperature gradient | Keeps aluminum in liquid state for full penetration |
| Infiltration | Ensures low metal viscosity | Facilitates smooth flow into microscopic voids |
| Final Composition | Thermal equilibrium maintenance | Enables precise control of reinforcement volume fraction |
Elevate Your Composite Manufacturing with KINTEK
Precise thermal management is the cornerstone of successful pressurized air infiltration. At KINTEK, we understand that even a minor temperature deviation can compromise the structural integrity of your materials.
Backed by expert R&D and world-class manufacturing, KINTEK offers high-performance Muffle, Tube, Rotary, Vacuum, and CVD systems, as well as specialized industrial high-temp furnaces. Whether you need to heat billets to a perfect 660°C or require a fully customizable solution for unique research needs, our equipment delivers the uniformity and reliability your lab demands.
Ready to eliminate voids and achieve superior material density? Contact our technical experts today to find the perfect furnace solution for your application.
Visual Guide
References
- Ahmed hewidy, Ibrahim Sabry. MECHANICAL AND TRIBOLOGICAL CHARACTERISTICS OF STIR-CASTING Al2O3-SiC-Gr/Al6063 HYBRID COMPOSITE. DOI: 10.21608/jest.2024.334761
This article is also based on technical information from Kintek Furnace Knowledge Base .
Related Products
- Electric Rotary Kiln Continuous Working Small Rotary Furnace Kiln for Pyrolysis Plant Heating
- Electric Rotary Kiln Pyrolysis Furnace Plant Machine Small Rotary Kiln Calciner
- Laboratory Quartz Tube Furnace RTP Heating Tubular Furnace
People Also Ask
- In what ways are electric rotary kilns more environmentally friendly? Achieve Zero On-Site Emissions
- What are the primary applications of an electric rotary kiln? Achieve High-Purity Material Processing with Precision
- What materials can be processed in an electric rotary kiln? Versatile Solutions for Advanced Materials
- What types of heating elements are used in electric rotary kilns? Optimize Your Thermal Process Efficiency
- What are the advantages of electric rotary kilns compared to fuel-fired ones? Boost Precision and Efficiency in Your Process


