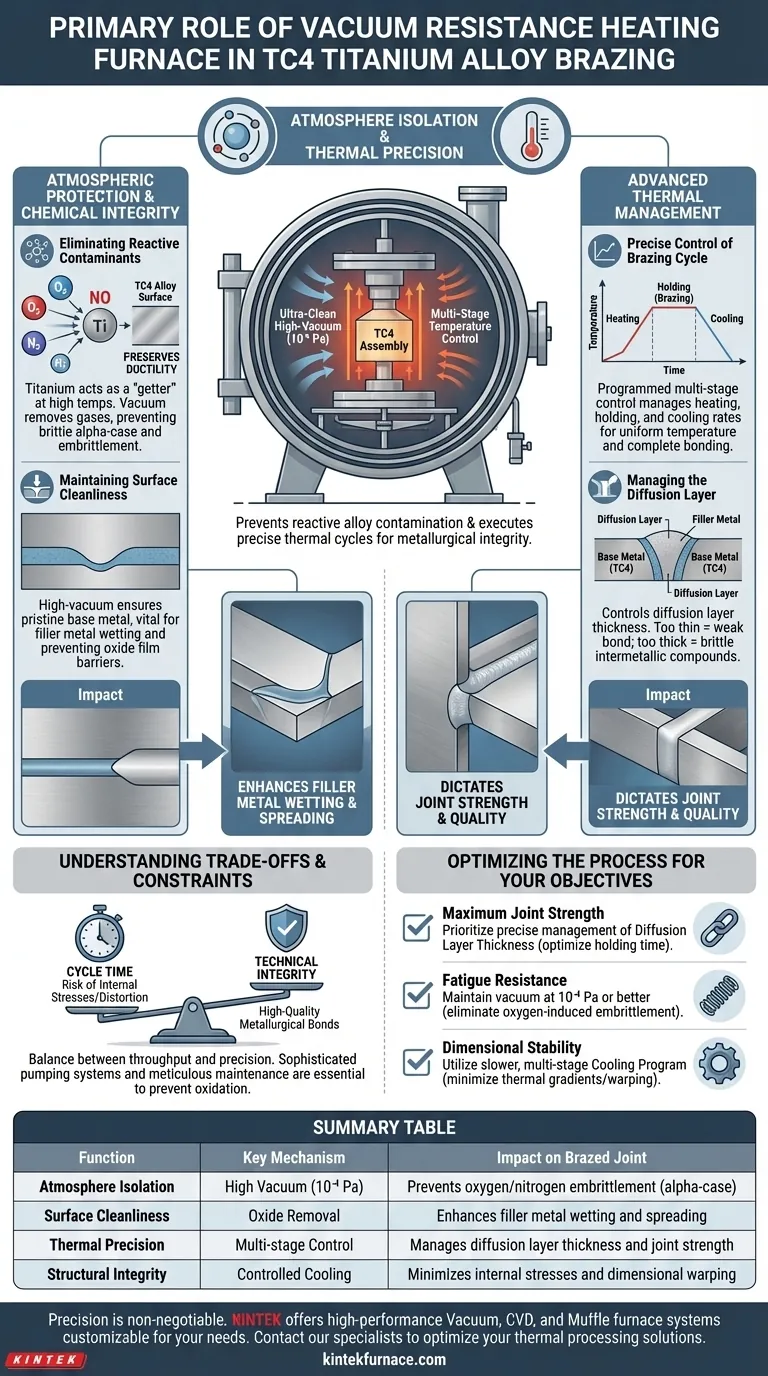
The vacuum resistance heating furnace serves two critical functions in TC4 titanium alloy brazing: atmosphere isolation and thermal precision. It creates an ultra-clean, high-vacuum environment (typically 10⁻⁴ Pa) to prevent titanium from reacting with atmospheric gases while providing the multi-stage temperature control necessary to manage the melting of filler metals and the growth of the diffusion layer.
The primary role of the furnace is to ensure metallurgical integrity by isolating the reactive TC4 alloy from contaminants that cause embrittlement, while simultaneously executing a precise thermal cycle that dictates the strength and quality of the brazed joint.

Atmospheric Protection and Chemical Integrity
Eliminating Reactive Contaminants
Titanium alloys like TC4 are extremely reactive at high temperatures, acting as a "getter" for oxygen, nitrogen, and hydrogen. If these gases are present during brazing, they dissolve into the titanium, creating a brittle surface layer known as an alpha-case. The vacuum furnace eliminates these gases, preventing material embrittlement and preserving the alloy's inherent ductility.
Maintaining Surface Cleanliness
A high-vacuum environment (typically around 10⁻⁴ Pa) ensures that the base metal surface remains pristine. This level of cleanliness is vital for the filler metal to wet and spread across the joint interface effectively. Without a high vacuum, oxide films would form instantly, acting as a barrier that prevents the filler metal from bonding with the TC4 substrate.
Advanced Thermal Management
Precise Control of the Brazing Cycle
Brazing requires heating the assembly to a specific point where the filler metal melts, but the base TC4 alloy remains solid. The furnace uses programmed multi-stage temperature control to manage heating, holding, and cooling rates. This precision ensures that the entire component reaches a uniform temperature, preventing localized overheating or incomplete bonding.
Managing the Diffusion Layer
The strength of a brazed joint depends on the diffusion layer—the zone where the filler and base metal atoms intermingle. The furnace's ability to hold specific temperatures for exact durations allows engineers to control the thickness of this layer. If the layer is too thin, the bond is weak; if it is too thick, brittle intermetallic compounds may form, compromising the joint's toughness.
Understanding the Trade-offs and Constraints
Cycle Time vs. Technical Integrity
Achieving a high-vacuum state and executing a multi-stage thermal cycle is a time-intensive process. While faster cooling might increase throughput, it risks introducing internal stresses or distorting the precision-engineered components. Engineers must balance the need for high-quality metallurgical bonds with the economic realities of long furnace cycles.
Equipment Sensitivity and Cost
Operating at 10⁻⁴ Pa requires sophisticated pumping systems and meticulous maintenance to prevent leaks. Any minor breach in the vacuum integrity during the heating cycle can lead to the oxidation of the entire batch. This high-stakes environment demands rigorous pre-brazing cleaning protocols and constant monitoring of furnace performance.
Optimizing the Process for Your Objectives
To achieve the best results with TC4 brazing, your operational parameters should align with the specific requirements of your end-use application.
- If your primary focus is maximum joint strength: Prioritize the precise management of the diffusion layer thickness by optimizing the holding time at the brazing temperature.
- If your primary focus is fatigue resistance: Ensure the vacuum level is maintained at 10⁻⁴ Pa or better to eliminate any trace of oxygen-induced embrittlement.
- If your primary focus is dimensional stability: Utilize a slower, multi-stage cooling program to minimize thermal gradients and prevent component warping.
The vacuum resistance furnace is not merely a heat source, but a sophisticated chemical and thermal reactor that defines the final mechanical properties of the TC4 assembly.
Summary Table:
| Function | Key Mechanism | Impact on Brazed Joint |
|---|---|---|
| Atmosphere Isolation | High Vacuum (10⁻⁴ Pa) | Prevents oxygen/nitrogen embrittlement (alpha-case) |
| Surface Cleanliness | Oxide Removal | Enhances filler metal wetting and spreading |
| Thermal Precision | Multi-stage Control | Manages diffusion layer thickness and joint strength |
| Structural Integrity | Controlled Cooling | Minimizes internal stresses and dimensional warping |
Precision is non-negotiable when brazing reactive alloys like TC4. Backed by expert R&D and manufacturing, KINTEK offers high-performance Vacuum, CVD, and Muffle furnace systems customizable for your unique laboratory and industrial needs. Whether you require superior joint strength or fatigue resistance, our equipment delivers the exact thermal and atmospheric control you need to succeed. Contact our specialists today to optimize your thermal processing solutions.
Visual Guide
References
- Yibin Wu, Kun Liu. Effect of Brazing Temperature and Holding Time on the Interfacial Microstructure and Properties of TC4-Brazed Joints with Ti-Zr-Cu-Ni Amorphous Filler. DOI: 10.3390/ma18112471
This article is also based on technical information from Kintek Furnace Knowledge Base .
Related Products
- Vacuum Heat Treat Sintering and Brazing Furnace
- 2200 ℃ Tungsten Vacuum Heat Treat and Sintering Furnace
- Small Vacuum Heat Treat and Tungsten Wire Sintering Furnace
- Vacuum Heat Treat Sintering Furnace with Pressure for Vacuum Sintering
- Molybdenum Vacuum Heat Treat Furnace
People Also Ask
- What is the function of industrial vacuum heat treatment furnaces? Elevate 3D-Printed Maraging Steel Quality
- What are the advantages of using a vacuum heat treatment furnace? Achieve Superior Material Quality and Control
- What is one of the most important uses of vacuum heat treating furnaces in aerospace? Achieve Superior Strength in Aircraft Alloys
- What are the benefits of using vacuum heat treating furnaces for metal alloys? Achieve Superior Metal Properties and Performance
- What are the steps involved in a typical vacuum brazing treatment? Master the Process for Strong, Clean Joints















