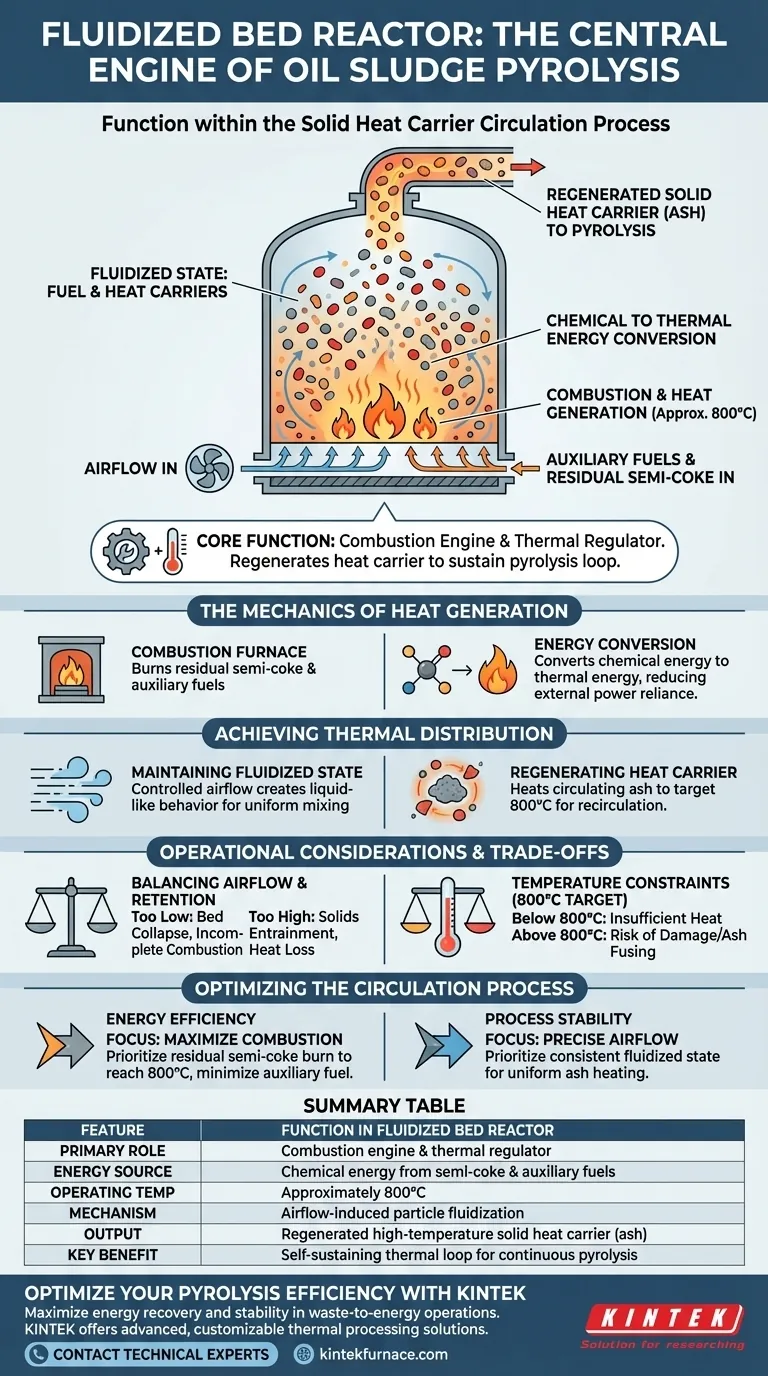
The fluidized bed reactor functions as the central combustion engine and thermal regulator within the solid heat carrier circulation process. It utilizes airflow to suspend semi-coke and heat carrier particles in a fluid-like state, creating an environment optimized for efficient combustion. By converting the chemical energy of residual semi-coke and auxiliary fuels into heat, it raises the temperature of the circulating ash to approximately 800°C to power the pyrolysis reaction.
In this system, the fluidized bed reactor bridges the gap between waste disposal and energy generation. Its core purpose is to regenerate the solid heat carrier, transforming low-value byproducts into the high-temperature thermal energy required to sustain the continuous pyrolysis loop.

The Mechanics of Heat Generation
Acting as the Combustion Furnace
The reactor acts as the primary combustion furnace for the system. It is designed to burn off the residual semi-coke that remains after the initial oil sludge treatment, as well as any auxiliary fuels introduced to the process.
Converting Chemical to Thermal Energy
The fundamental role of this unit is energy conversion. It efficiently transforms the chemical energy stored within the semi-coke and fuels into direct thermal energy. This internal heat generation reduces the system's reliance on external power sources.
Achieving Thermal Distribution
Maintaining a Fluidized State
To ensure efficient burning and heat transfer, the reactor uses controlled airflow. This keeps the solid particles—both fuel and heat carriers—in a fluidized state, causing them to behave like a liquid. This suspension ensures uniform mixing and prevents the formation of hot spots or cold zones.
Regenerating the Heat Carrier
The most critical output of this reactor is the high-temperature solid heat carrier (circulating ash). The combustion process heats this ash to approximately 800°C. Once brought to this target temperature, the ash is recirculated back to the pyrolysis reactor to drive the decomposition of incoming oil sludge.
Operational Considerations and Trade-offs
Balancing Airflow and Retention
Achieving a stable fluidized state requires precise aerodynamic control. If airflow is too low, the bed may collapse, leading to incomplete combustion and uneven heating. Conversely, excessive airflow can entrain solids, blowing the essential heat carriers out of the reactor before they reach the target temperature.
Temperature Constraints
While the target is 800°C, maintaining this specific temperature window is a strict operational constraint. Temperatures dropping below this threshold result in insufficient heat for the pyrolysis reaction. However, significantly exceeding this limit can risk damaging the reactor lining or fusing the ash particles.
Optimizing the Circulation Process
To maximize the effectiveness of the fluidized bed reactor, consider your operational priorities:
- If your primary focus is energy efficiency: Maximize the combustion of residual semi-coke to generate the required 800°C without relying heavily on auxiliary fuels.
- If your primary focus is process stability: Prioritize precise airflow regulation to maintain a consistent fluidized state, ensuring the circulating ash is heated uniformly.
Success in this process depends on treating the reactor not just as a furnace, but as a precise instrument for thermal regeneration.
Summary Table:
| Feature | Function in Fluidized Bed Reactor |
|---|---|
| Primary Role | Combustion engine & thermal regulator |
| Energy Source | Chemical energy from semi-coke & auxiliary fuels |
| Operating Temp | Approximately 800°C |
| Mechanism | Airflow-induced particle fluidization |
| Output | Regenerated high-temperature solid heat carrier (ash) |
| Key Benefit | Self-sustaining thermal loop for continuous pyrolysis |
Optimize Your Pyrolysis Efficiency with KINTEK
Are you looking to maximize energy recovery and process stability in your waste-to-energy operations? KINTEK provides advanced laboratory and industrial solutions designed for high-precision thermal processing. Backed by expert R&D and manufacturing, we offer customizable Muffle, Tube, Rotary, Vacuum, and CVD systems, along with specialized high-temperature furnaces tailored for oil sludge treatment and material research.
Transform your waste disposal into a high-efficiency energy stream. Contact our technical experts today to discover how our high-temperature systems can be customized for your unique laboratory or production needs.
Visual Guide
References
- Zhengyang Zhang, Changtao Yue. Theoretical Calculation of Heat and Material Balance for Oil Sludge Pyrolysis Process by Solid Heat Carrier Method. DOI: 10.3390/en18020329
This article is also based on technical information from Kintek Furnace Knowledge Base .
Related Products
- Custom Made Versatile CVD Tube Furnace Chemical Vapor Deposition CVD Equipment Machine
- Slide PECVD Tube Furnace with Liquid Gasifier PECVD Machine
- MPCVD Machine System Reactor Bell-jar Resonator for Lab and Diamond Growth
- Inclined Rotary Plasma Enhanced Chemical Deposition PECVD Tube Furnace Machine
- Laboratory Quartz Tube Furnace RTP Heating Tubular Furnace
People Also Ask
- Why are CVD tube furnace sintering systems indispensable for 2D material research and production? Unlock Atomic-Scale Precision
- What are the practical applications of gate media prepared by CVD tube furnaces? Unlock Advanced Electronics and More
- How might AI and machine learning enhance CVD tube furnace processes? Boost Quality, Speed, and Safety
- Which industries and research fields benefit from CVD tube furnace sintering systems for 2D materials? Unlock Next-Gen Tech Innovations
- What are the key features of CVD tube furnaces for 2D material processing? Unlock Precision Synthesis for Superior Materials





