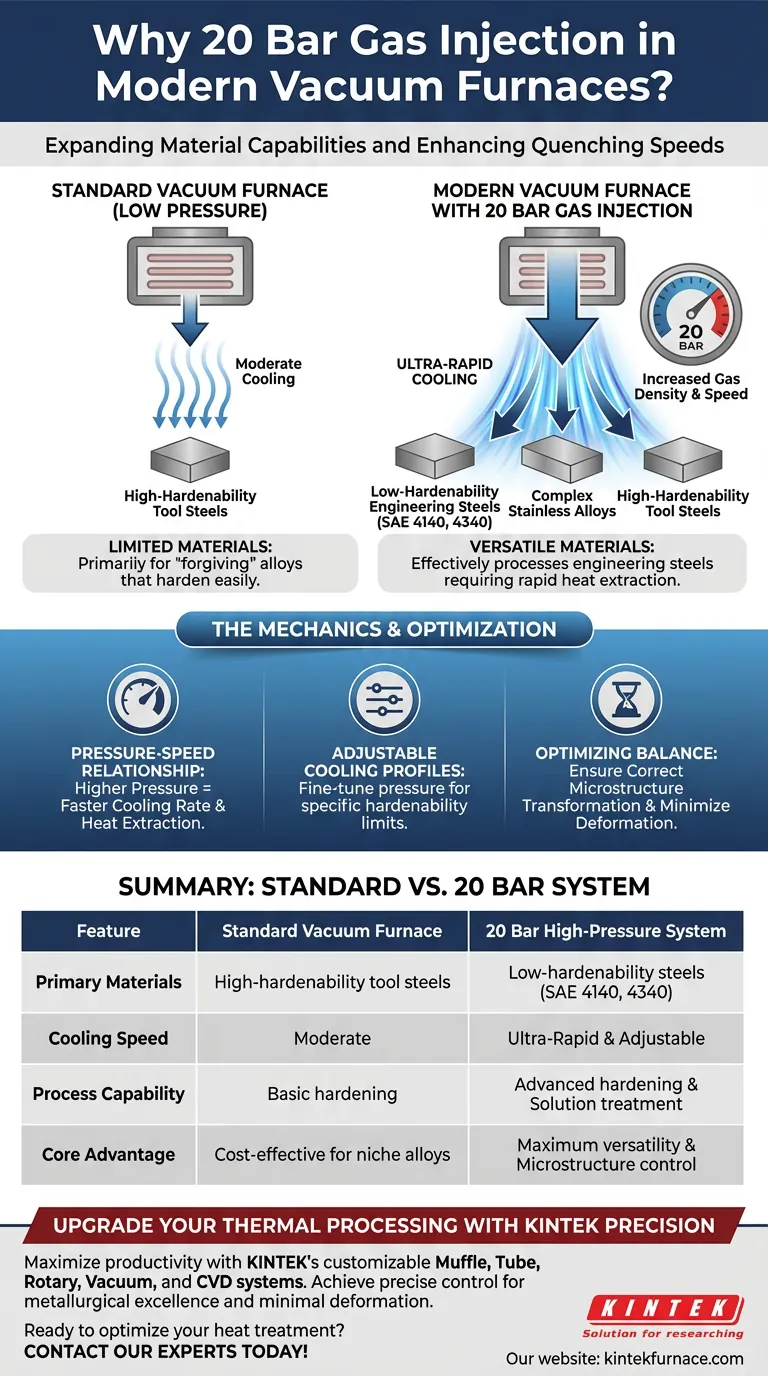
Modern vacuum furnaces utilize 20 bar gas injection systems to significantly increase quenching speeds, thereby expanding the range of treatable materials. While standard vacuum furnaces handle high-hardenability tool steels easily, the increased pressure allows for the effective processing of low-hardenability engineering steels and complex stainless alloys.
By increasing gas injection pressure to 20 bar, operators can drastically accelerate cooling rates. This transforms the vacuum furnace from a niche tool for high-grade alloys into a versatile system capable of hardening common engineering steels like SAE 4140 and 4340.

Expanding Material Capabilities
Moving Beyond Tool Steels
Historically, vacuum furnaces were primarily restricted to high-hardenability tool steels. These materials are "forgiving," meaning they can harden properly even with slower cooling rates.
Processing Engineering Steels
The introduction of 20 bar systems opens the door to low-hardenability engineering steels, such as SAE 4140 and 4340. These materials require rapid heat extraction to achieve the desired hardness. Without high-pressure quenching, these steels would not transform correctly in a vacuum environment.
Solution Treatment for Stainless Alloys
High-pressure capabilities are also essential for the solution treatment of special stainless steels. These alloys often require specific, rapid cooling profiles to maintain corrosion resistance and mechanical strength.
The Mechanics of High-Pressure Quenching
The Pressure-Speed Relationship
There is a direct correlation between gas injection pressure and the quenching rate. As pressure increases to 20 bar, the density of the cooling gas increases, allowing it to extract heat from the workload much faster.
Adjustable Cooling Profiles
A 20 bar system does not force you to always run at maximum pressure. Instead, it provides a higher "ceiling" for performance. Technicians can adjust the pressure to match the specific hardenability limits of the material being treated.
Optimizing the Cooling Balance
Ensuring Microstructure Transformation
The primary goal of the increased pressure is to ensure the steel undergoes the correct microstructural transformation. If the cooling is too slow, the material will not harden; it will remain soft and structurally weak.
Controlling Deformation
While speed is necessary for hardness, uncontrolled rapid cooling can cause warping or cracking. The advantage of a modern 20 bar system is the ability to fine-tune the cooling rate. This allows the operator to cool the part just fast enough to harden it, but slow enough to minimize deformation.
Making the Right Choice for Your Goal
To determine if a 20 bar system is necessary for your operations, consider your specific metallurgical requirements.
- If your primary focus is Operational Versatility: A 20 bar system is essential if you plan to process a mix of high-grade tool steels and common engineering steels like SAE 4140.
- If your primary focus is Dimensional Precision: The adjustable pressure allows you to find the perfect equilibrium between achieving hardness and maintaining the part's shape.
Ultimately, a 20 bar gas injection system offers the critical flexibility needed to treat a wider spectrum of alloys without compromising on metallurgical quality.
Summary Table:
| Feature | Standard Vacuum Furnace | 20 Bar High-Pressure System |
|---|---|---|
| Primary Materials | High-hardenability tool steels | Low-hardenability steels (SAE 4140, 4340) |
| Cooling Speed | Moderate | Ultra-Rapid & Adjustable |
| Process Capability | Basic hardening | Advanced hardening & Solution treatment |
| Core Advantage | Cost-effective for niche alloys | Maximum versatility & Microstructure control |
Upgrade Your Thermal Processing with KINTEK Precision
Maximize your lab's productivity and material versatility with KINTEK’s high-performance vacuum systems. Backed by expert R&D and world-class manufacturing, we offer a comprehensive range of Muffle, Tube, Rotary, Vacuum, and CVD systems—all fully customizable to meet your specific high-temperature requirements. Whether you are quenching engineering steels at 20 bar or performing delicate solution treatments, our furnaces deliver the precise control you need to ensure metallurgical excellence and minimal deformation.
Ready to optimize your heat treatment results? Contact our experts today to find your custom solution!
Visual Guide
References
- André Paulo Tschiptschin. PROCESSOS SOB VÁCUO USADOS PARA TRATAMENTOS TÉRMICOS E DE SUPERFÍCIE DE AÇOS E LIGAS ESPECIAIS. DOI: 10.17563/rbav.v43i1.1262
This article is also based on technical information from Kintek Furnace Knowledge Base .
Related Products
- Vacuum Heat Treat Sintering Furnace with Pressure for Vacuum Sintering
- High Pressure Laboratory Vacuum Tube Furnace Quartz Tubular Furnace
- Vacuum Induction Melting Furnace
- 9MPa Air Pressure Vacuum Heat Treat and Sintering Furnace
- Vacuum Hot Press Furnace Machine Heated Vacuum Press Tube Furnace
People Also Ask
- What are the benefits of using vacuum heat treating furnaces for metal alloys? Achieve Superior Metal Properties and Performance
- What is the function of a vacuum sintering furnace in the SAGBD process? Optimize Magnetic Coercivity and Performance
- What are the key components of a vacuum sintering furnace? Essential Parts for Precision Material Processing
- What is one of the most important uses of vacuum heat treating furnaces in aerospace? Achieve Superior Strength in Aircraft Alloys
- How does vacuum heat treating affect the grain structure of metal alloys? Achieve Precise Microstructure Control



















