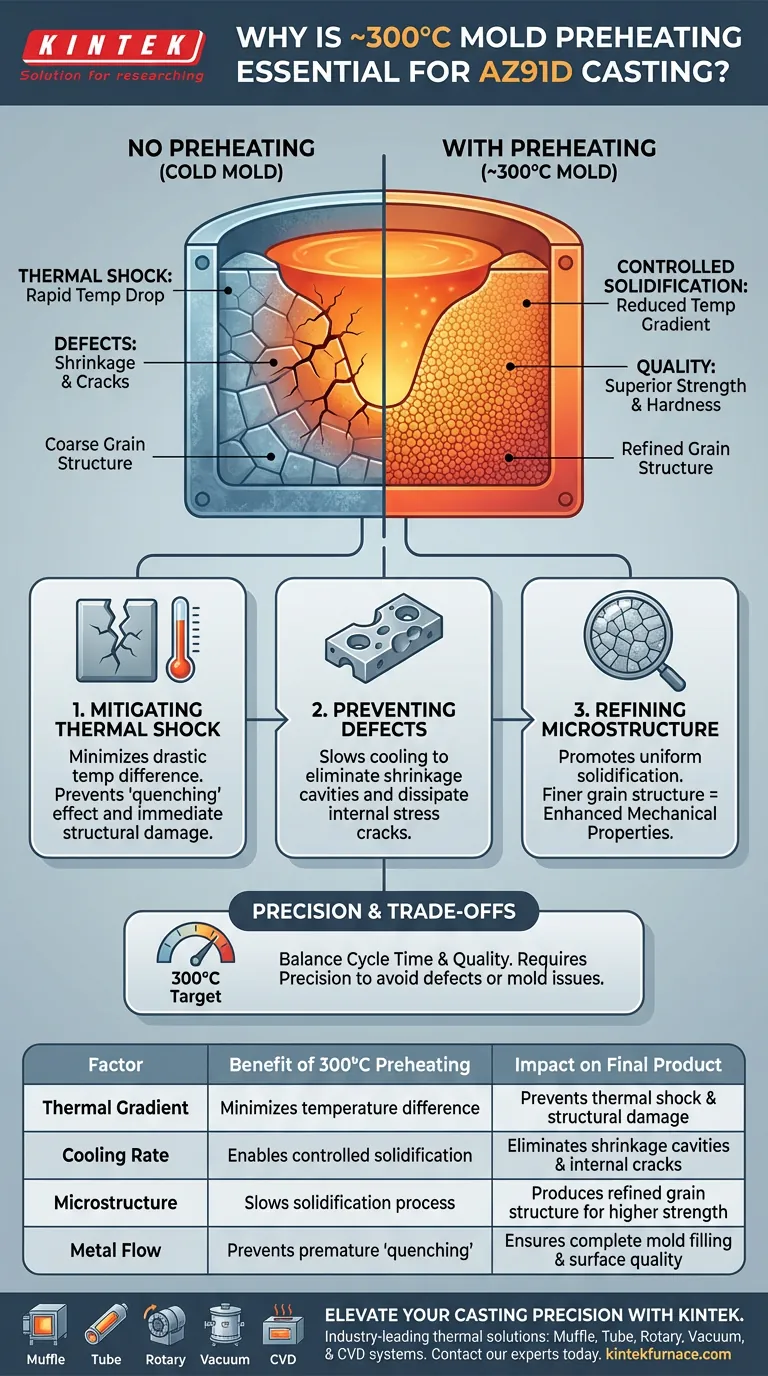
Preheating the mold to approximately 300°C is a fundamental requirement in AZ91D composite casting to minimize the drastic temperature differential between the molten metal and the mold surface. This thermal management strategy effectively reduces thermal shock, preventing immediate structural damage during the pour.
By acting as a thermal buffer, preheating slows the cooling rate to create a controlled solidification environment. This prevents critical defects like cracks and shrinkage while actively refining the metal's grain structure for superior strength.
The Role of Thermal Management in Casting
Mitigating Thermal Shock
When molten AZ91D contacts a cold surface, the rapid temperature drop creates immense internal stress. Preheating the mold to 300°C reduces this temperature gradient significantly.
This prevents the "quenching" effect that occurs when liquid metal hits a cold mold. By softening this initial impact, you protect the casting from immediate structural compromise.
Preventing Casting Defects
A regulated mold temperature is the primary defense against common physical flaws. Specifically, it prevents the formation of shrinkage cavities, which occur when metal contracts unevenly during rapid cooling.
It also creates a defense against cracking. By ensuring the metal does not solidify too aggressively, the internal stresses that typically fracture the material are dissipated.
Refining Microstructure
The mechanical properties of the finished composite are dictated by how the metal solidifies. A preheated mold ensures a slower, more uniform cooling process.
This controlled environment promotes a refined grain structure. A finer grain directly correlates to enhanced mechanical properties, specifically increasing both the tensile strength and hardness of the composite.
Understanding the Process Trade-offs
Balancing Cycle Time and Quality
While preheating is essential for quality, it introduces an additional variable to the production cycle. It requires time and energy to reach and maintain the 300°C target before casting can begin.
Temperature Precision
The target of 300°C is specific to the properties of AZ91D. Failing to reach this temperature risks thermal shock defects.
Conversely, overheating the mold can introduce other issues, such as sticking or mold degradation. Adherence to the specific temperature window is critical for consistency.
Making the Right Choice for Your Goal
To optimize your AZ91D casting process, align your thermal strategy with your specific quality requirements.
- If your primary focus is Structural Integrity: Ensure the mold reaches the full 300°C to eliminate the risk of shrinkage cavities and stress cracks.
- If your primary focus is Mechanical Performance: Prioritize the consistency of the mold temperature to guarantee the refined grain structure necessary for maximum hardness and tensile strength.
Mastering the preheat temperature is not merely a setup step; it is the defining factor in the reliability and longevity of the final composite.
Summary Table:
| Factor | Benefit of 300°C Preheating | Impact on Final Product |
|---|---|---|
| Thermal Gradient | Minimizes temperature difference | Prevents thermal shock and structural damage |
| Cooling Rate | Enables controlled solidification | Eliminates shrinkage cavities and internal cracks |
| Microstructure | Slows solidification process | Produces refined grain structure for higher strength |
| Metal Flow | Prevents premature "quenching" | Ensures complete mold filling and surface quality |
Elevate Your Composite Casting Precision with KINTEK
Achieving the perfect 300°C thermal environment is essential for high-performance AZ91D composites. KINTEK provides industry-leading thermal solutions designed to meet the rigorous demands of material science and industrial casting.
Backed by expert R&D and manufacturing, KINTEK offers a comprehensive range of Muffle, Tube, Rotary, Vacuum, and CVD systems, as well as specialized lab high-temperature furnaces—all fully customizable to your unique casting requirements.
Ready to eliminate defects and refine your material grain structure? Contact our experts today to find the ideal thermal management system for your laboratory or production line.
Visual Guide
References
- Shubham Sharma, Emad A. A. Ismail. Enhancing tribo-mechanical, microstructural morphology, and corrosion performance of AZ91D-magnesium composites through the synergistic reinforcements of silicon nitride and waste glass powder. DOI: 10.1038/s41598-024-52804-y
This article is also based on technical information from Kintek Furnace Knowledge Base .
Related Products
- High Temperature Muffle Oven Furnace for Laboratory Debinding and Pre Sintering
- Vacuum Heat Treat Sintering Furnace Molybdenum Wire Vacuum Sintering Furnace
- Vacuum Heat Treat Furnace with Ceramic Fiber Liner
- Vacuum Heat Treat Sintering and Brazing Furnace
- Split Multi Heating Zone Rotary Tube Furnace Rotating Tube Furnace
People Also Ask
- What is the primary function of a high-temperature muffle furnace for cerium dioxide precursors? Expert Calcination Tips
- What role does a high-temperature muffle furnace play in STFO synthesis? Achieve Pure Perovskite Results
- How does a high-temperature muffle furnace convert shell powder to CaO? Achieve High-Purity Calcium Oxide via Calcination
- How does precise temperature control affect MoS2/rGO hybrids? Mastering Nanowall Morphology
- What is the function of a high-temperature muffle furnace in Belite research? Optimize Polymorphic Phase Transitions









