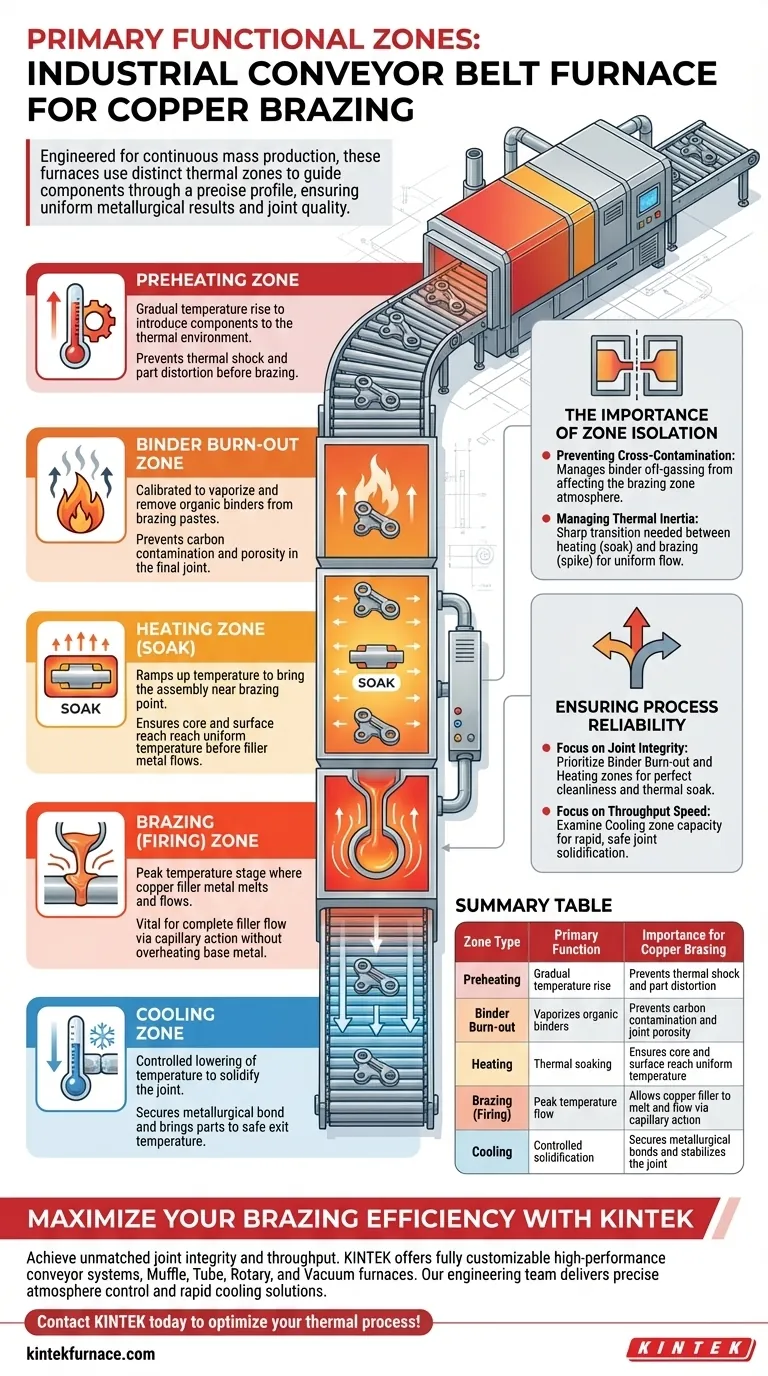
An industrial conveyor belt furnace for copper brazing operates using five primary functional zones: the preheating zone, the binder burn-out zone, the heating zone, the brazing (firing) zone, and the cooling zone. These distinct sections are engineered to guide components through a precise thermal profile, ensuring continuous processing and consistent metallurgical results.
By compartmentalizing the thermal cycle into specialized zones, these furnaces ensure that every component experiences identical heating, soaking, and cooling conditions, resulting in uniform joint quality across high-volume production batches.

The Anatomy of the Thermal Process
To achieve mass-production quality, the furnace must control the environment far beyond simple heating. Each zone plays a critical role in preparing, joining, and stabilizing the metal components.
The Preheating Zone
This initial stage introduces the components to the thermal environment.
Its primary function is to raise the temperature of the assembly gradually. This prevents thermal shock, which can distort parts or dislodge fixtures before the actual brazing process begins.
The Binder Burn-out Zone
In many mass-production scenarios, brazing pastes are used, which contain organic binders to hold the filler metal in place.
This zone is specifically calibrated to vaporize and remove these binders. Removing these organics prior to higher temperatures is essential to prevent carbon contamination and porosity in the final brazed joint.
The Heating Zone
Once the binders are removed, the components enter the main heating zone.
Here, the temperature is ramped up significantly to bring the assembly near the brazing temperature. This zone ensures the "soak"—meaning the core of the part reaches the same temperature as the surface—is achieved before the filler metal flows.
The Brazing (Firing) Zone
This is the critical process zone where the peak temperature is reached.
In this section, the copper filler metal melts and flows into the joint via capillary action. Precise thermal distribution here is vital to ensure the filler flows completely without overheating or damaging the base metal.
The Cooling Zone
After the brazing reaction is complete, the components move immediately into the cooling zone.
This section lowers the temperature in a controlled manner to solidify the joint. Controlled cooling is necessary to secure the metallurgical bond and bring the parts to a safe temperature for exiting the furnace.
The Importance of Zone Isolation
While the conveyor moves continuously, the success of the process depends on the distinct separation of these thermal environments.
Preventing Cross-Contamination
The binder burn-out zone must be effectively managed to ensure off-gassing does not affect the atmosphere in the brazing zone. If organic vapors drift into the firing zone, they can interfere with the wetting action of the copper.
Managing Thermal Inertia
The transition between the heating zone (soak) and the brazing zone (spike) must be sharp enough to trigger flow but stable enough to maintain uniformity. If the zones are not distinct, the thermal profile becomes "muddy," leading to inconsistent joint strength across the belt width.
Ensuring Process Reliability
When evaluating or operating a conveyor belt furnace, your focus should shift based on your specific production requirements.
If your primary focus is Joint Integrity:
- Prioritize the calibration of the binder burn-out and heating zones to ensure parts are perfectly clean and thermally soaked before the copper melts.
If your primary focus is Throughput Speed:
- Examine the capacity of the cooling zone, as the ability to rapidly and safely solidify the joint often dictates the maximum belt speed.
Successful mass production relies on the seamless interplay of these five zones to deliver a repeatable, high-quality product.
Summary Table:
| Zone Type | Primary Function | Importance for Copper Brazing |
|---|---|---|
| Preheating | Gradual temperature rise | Prevents thermal shock and part distortion |
| Binder Burn-out | Vaporizes organic binders | Prevents carbon contamination and joint porosity |
| Heating | Thermal soaking | Ensures core and surface reach uniform temperature |
| Brazing (Firing) | Peak temperature flow | Allows copper filler to melt and flow via capillary action |
| Cooling | Controlled solidification | Secures metallurgical bonds and stabilizes the joint |
Maximize Your Brazing Efficiency with KINTEK
Achieve unmatched joint integrity and throughput in your mass-production lines. Backed by expert R&D and manufacturing, KINTEK offers high-performance conveyor systems, Muffle, Tube, Rotary, and Vacuum furnaces, all fully customizable to your specific metallurgical needs. Whether you require precise atmosphere control for binder burn-out or rapid cooling for high-speed output, our engineering team is ready to deliver.
Contact KINTEK today to optimize your thermal process!
Visual Guide
References
- Er. RoshanY. Gonnade. Copper Brazing Technology. DOI: 10.22214/ijraset.2025.73740
This article is also based on technical information from Kintek Furnace Knowledge Base .
Related Products
- Vacuum Heat Treat Sintering and Brazing Furnace
- Mesh Belt Controlled Atmosphere Furnace Inert Nitrogen Atmosphere Furnace
- Vacuum Heat Treat Sintering Furnace with Pressure for Vacuum Sintering
- High Temperature Muffle Oven Furnace for Laboratory Debinding and Pre Sintering
- Vacuum Induction Melting Furnace
People Also Ask
- What are the steps involved in a typical vacuum brazing treatment? Master the Process for Strong, Clean Joints
- What are the advantages of using a vacuum heat treatment furnace? Achieve Superior Material Quality and Control
- What are the technical advantages of using Ti-35Ni-25Nb foil? High toughness and beta-phase stability.
- What is the role of high-precision furnaces in Inconel 718 heat treatment? Master Microstructural Engineering
- What is the significance of vacuum brazing in modern manufacturing? Achieve Strong, Pure Joints for Critical Applications










