Repeat sintering processes and specialized molds solve the geometric limitations of standard manufacturing by allowing large flywheel components to be built in segments and fused into a single unit. When a rotor exceeds the size of a standard isostatic pressing chamber, engineers join multiple pre-sintered parts using precision machining and a second high-temperature treatment to create a seamless bond.
The core challenge of manufacturing oversized rotors is not just size, but maintaining structural unity. By leveraging the diffusion bonding mechanism of liquid phase sintering, this method allows for the creation of massive, complex structures that retain the material integrity of a single-piece component.
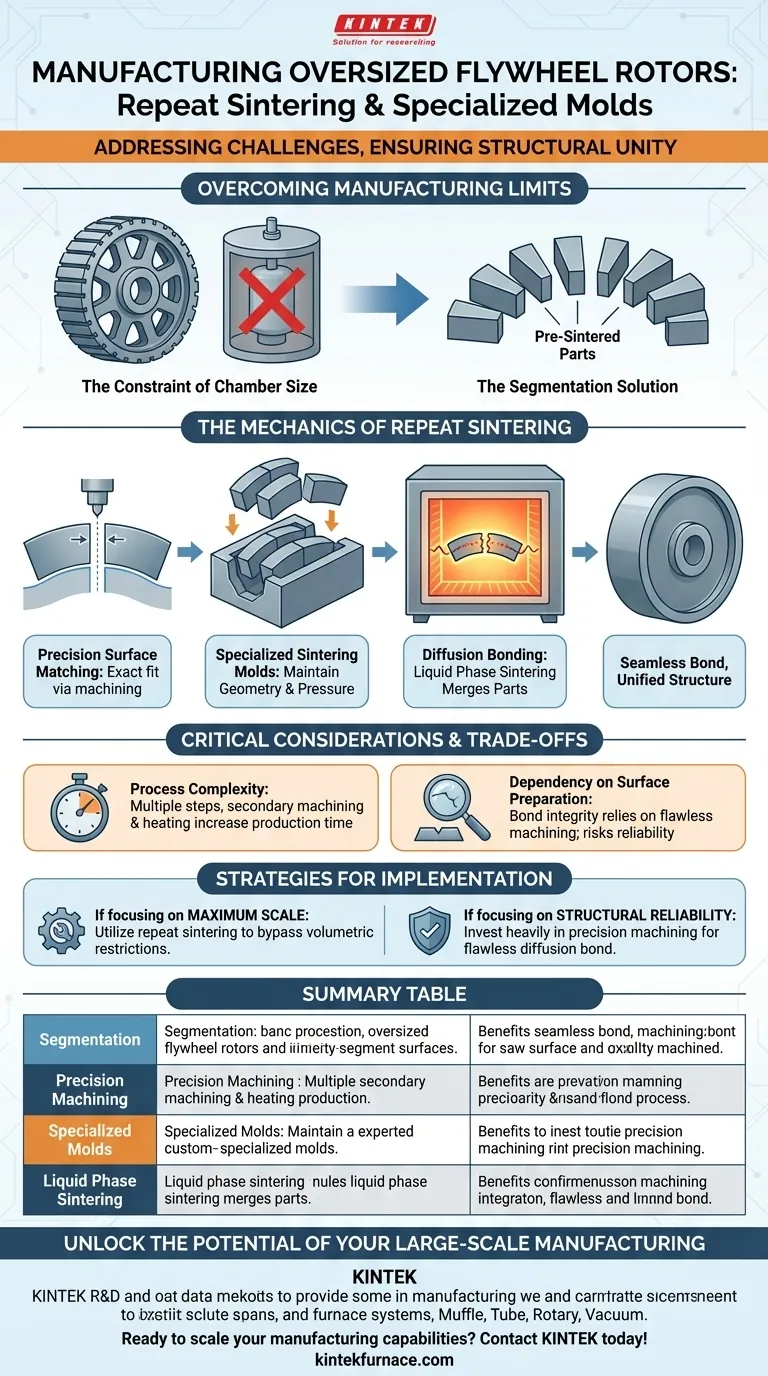
Overcoming Manufacturing Limits
The Constraint of Chamber Size
Standard manufacturing equipment has hard physical limits. specifically, isostatic pressing chambers cannot accommodate oversized flywheel rotor components in a single run.
The Segmentation Solution
To bypass this limitation, manufacturers produce the component in smaller, manageable segments. These parts are pre-sintered individually before being assembled for the final joining process.
The Mechanics of Repeat Sintering
Precision Surface Matching
For the segments to fuse correctly, the fit must be exact. The contact surfaces of each pre-sintered part undergo precision machining to ensure perfect alignment.
The Role of Specialized Molds
Once machined, the parts are assembled and placed into specialized sintering molds. These molds are critical for maintaining the correct geometry and pressure during the secondary heating phase.
Diffusion Bonding
During the second high-temperature treatment, the process triggers liquid phase sintering. This creates a diffusion bonding mechanism, effectively merging the separate parts into a reliable, unified structure.
Critical Considerations and Trade-offs
Process Complexity
While this method solves size constraints, it introduces multiple processing steps. The requirement for secondary machining and a second heating cycle increases production time compared to single-piece manufacturing.
Dependency on Surface Preparation
The integrity of the final bond is entirely dependent on the quality of the contact surfaces. If the precision machining is flawed, the diffusion bond may be compromised, risking the reliability of the component.
Strategies for Implementation
To ensure success when manufacturing oversized flywheel components, consider the following strategic priorities:
- If your primary focus is Maximum Scale: Utilize repeat sintering to bypass the volumetric restrictions of your available isostatic pressing equipment.
- If your primary focus is Structural Reliability: Invest heavily in the precision machining of contact surfaces to ensure the liquid phase sintering results in a flawless diffusion bond.
Mastering this multi-stage process transforms the limitations of your machinery into new possibilities for scale and complexity.
Summary Table:
| Feature | Description | Benefit |
|---|---|---|
| Segmentation | Component built in smaller, manageable parts | Overcomes isostatic pressing chamber limits |
| Precision Machining | Exact surface matching of pre-sintered parts | Ensures flawless alignment for bonding |
| Specialized Molds | Custom fixtures for secondary heating | Maintains geometry and pressure during fusion |
| Liquid Phase Sintering | High-temp diffusion bonding mechanism | Creates a seamless, unified structural bond |
Unlock the Potential of Your Large-Scale Manufacturing
At KINTEK, we understand that specialized projects require specialized solutions. Backed by expert R&D and world-class manufacturing, we provide the precision Muffle, Tube, Rotary, and Vacuum furnace systems necessary to master complex processes like repeat sintering and diffusion bonding. Whether you need a standard setup or a fully customizable high-temperature furnace for unique flywheel rotor production, our team is ready to deliver the reliability and performance your lab demands.
Ready to scale your manufacturing capabilities? Contact us today to discuss your unique needs!
Visual Guide
References
- Adéla Macháčková, Silvie Brožová. Applications of Tungsten Pseudo-Alloys in the Energy Sector. DOI: 10.3390/app14020647
This article is also based on technical information from Kintek Furnace Knowledge Base .