In a laboratory setting, a water circulating vacuum pump is fundamentally different from a standard desktop pump. Its main features include a significantly larger airflow capacity, a multi-port design allowing several processes to run simultaneously, and its use of water as the working fluid, which makes it inherently resistant to corrosive vapors and eliminates oil contamination.
A desktop pump is a tool for a single task, while a water circulating vacuum pump is a central utility for a shared lab. The choice between them is not about which is "better," but which one matches the scale, chemistry, and workflow of your environment.

The Core Difference: How They Generate a Vacuum
The most significant distinction lies in the underlying mechanism each pump uses to create negative pressure. This principle dictates their performance, applications, and limitations.
The Water Jet Principle
A water circulating vacuum pump operates by using a high-velocity jet of water. As water is pumped through a nozzle (a Venturi jet), its speed increases, causing a sharp drop in pressure according to Bernoulli's principle. This pressure drop pulls in gas from the connected apparatus, creating a vacuum.
The water then acts as the medium to carry away the evacuated gas molecules.
Typical Desktop Pump Mechanisms
Most common desktop lab pumps are "dry" pumps, often using a flexible diaphragm. An electric motor drives a mechanism that repeatedly flexes the diaphragm, expanding and contracting a chamber. This action alternately draws air in from the system and expels it to the atmosphere, creating a vacuum without any liquid.
The Impact of the Working Fluid
The use of water is not incidental; it is central to the pump's character. Because it uses water instead of oil, there is no risk of oil pollution contaminating your experiment, and the pump itself is less susceptible to damage from solvent vapors that are pulled into the vacuum line.
Key Feature Breakdown: Performance and Application
The design of a water circulating pump directly translates to a set of features built for demanding, multi-use environments.
Superior Suction Capacity
These pumps are engineered to provide a larger airflow than typical desktop models. This high flow rate is essential for quickly evacuating large vessels, such as large-scale rotary evaporators or glass reactors, and for maintaining vacuum under heavy gas load.
Multi-Port Functionality
A defining feature is the presence of multiple vacuum ports—often two, four, or even five. These taps can be used independently or in parallel.
This allows multiple students or researchers to conduct experiments simultaneously from a single unit, saving significant lab space and equipment cost.
Built for Demanding Chemical Processes
The combination of high suction and an oil-free design makes these pumps ideal for common chemistry lab procedures. They provide the vacuum conditions needed for:
- Evaporation and Distillation
- Crystallization and Drying
- Sublimation
- Reduced Pressure Filtration
Robust and Corrosion-Resistant Construction
Manufacturers anticipate use with aggressive chemicals. The main engine and key components are often made of stainless steel and other anti-corrosion materials, ensuring longevity and reliability even when exposed to acidic or solvent-rich vapors.
Understanding the Trade-offs
No single solution is perfect for every scenario. It is critical to understand the inherent limitations of a water-circulating design.
Ultimate Vacuum Level
The deepest vacuum a water circulating pump can achieve is physically limited by the vapor pressure of the water being used. As the pressure in the system approaches water's vapor pressure, the water itself will begin to boil, preventing a deeper vacuum. For water at 20°C (68°F), this limit is around 17.5 Torr.
Water Consumption and Contamination
These pumps require a continuous supply of circulating water, which can be a consideration for utility costs. Furthermore, any volatile solvents from your experiment will be pulled into the water, potentially contaminating it and requiring proper disposal protocols.
Lower Portability
While often on wheels for easy movement within a lab, their reliance on a water reservoir and larger size makes them less portable than a small, self-contained desktop diaphragm pump.
Making the Right Choice for Your Goal
To select the appropriate pump, evaluate your primary application and workflow.
- If your primary focus is single, small-scale filtration or desiccation: A compact desktop diaphragm pump is likely more efficient and economical for your needs.
- If your primary focus is supporting multiple users or large-volume processes: A water circulating pump offers the necessary high capacity and multi-port flexibility.
- If your primary focus is working with aggressive or corrosive vapors: The oil-free, corrosion-resistant design of a water circulating pump is the safer and more durable choice.
- If your primary focus is achieving a very deep vacuum (below ~15 Torr): You will need to look beyond a water circulating pump to a rotary vane or other high-vacuum pump technology.
Understanding these core differences in design and application ensures you select the right tool for your specific scientific objective.
Summary Table:
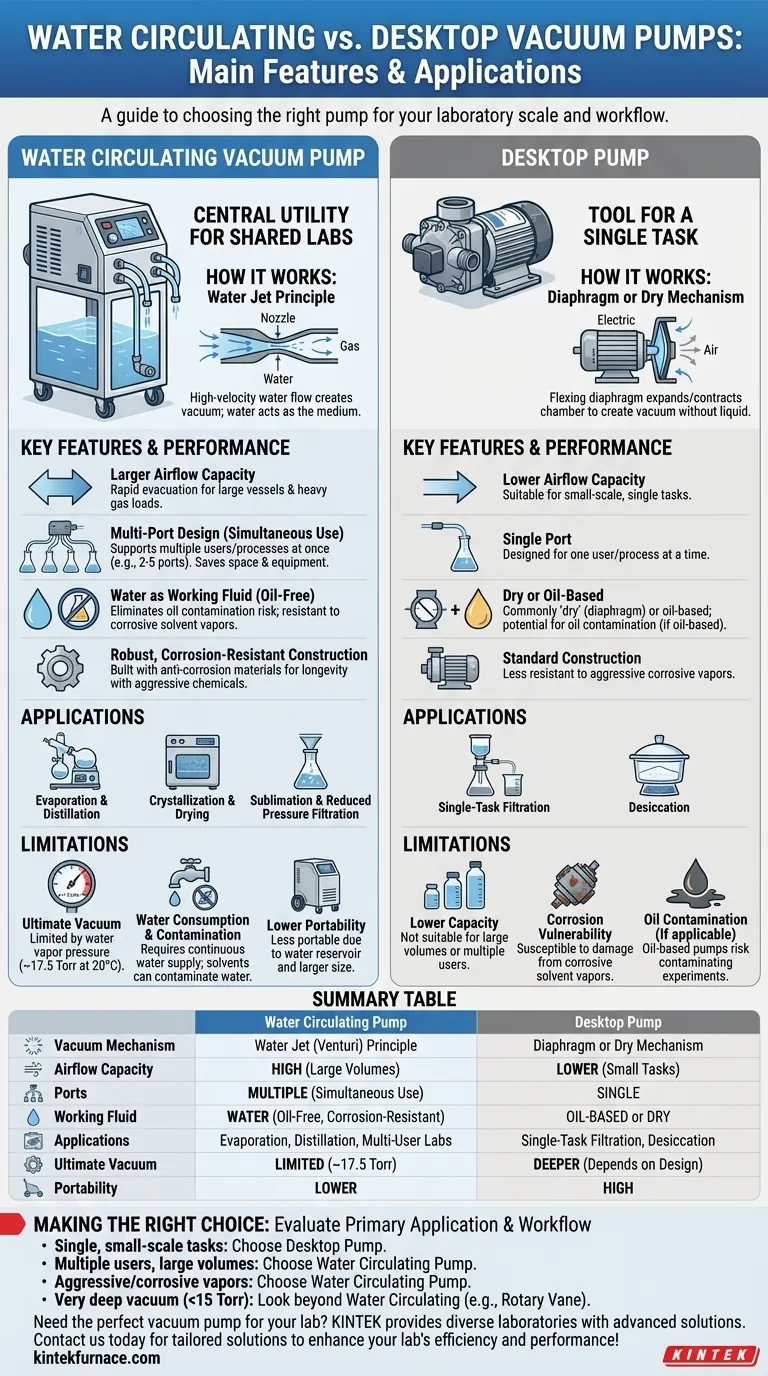
| Feature | Water Circulating Vacuum Pump | Desktop Pump |
|---|---|---|
| Vacuum Mechanism | Water jet (Venturi) principle | Diaphragm or dry mechanism |
| Airflow Capacity | High, suitable for large volumes | Lower, for small-scale tasks |
| Ports | Multiple (e.g., 2-5), for simultaneous use | Typically single port |
| Working Fluid | Water, oil-free, corrosion-resistant | Often oil-based or dry, may contaminate |
| Applications | Evaporation, distillation, multi-user labs | Single-task filtration, desiccation |
| Ultimate Vacuum | Limited by water vapor pressure (~17.5 Torr) | Can achieve deeper vacuum if designed for it |
| Portability | Lower, requires water supply | High, compact and self-contained |
Need the perfect vacuum pump for your lab? Leveraging exceptional R&D and in-house manufacturing, KINTEK provides diverse laboratories with advanced high-temperature furnace solutions. Our product line, including Muffle, Tube, Rotary Furnaces, Vacuum & Atmosphere Furnaces, and CVD/PECVD Systems, is complemented by our strong deep customization capability to precisely meet unique experimental requirements. Contact us today to discuss how we can enhance your lab's efficiency and performance with tailored solutions!
Visual Guide
Related Products
- Ultra-High Vacuum Flange Aviation Plug Glass Sintered Airtight Circular Connector for KF ISO CF
- Vacuum Sealed Continuous Working Rotary Tube Furnace Rotating Tube Furnace
- Laboratory Vacuum Tilt Rotary Tube Furnace Rotating Tube Furnace
- CF KF Flange Vacuum Electrode Feedthrough Lead Sealing Assembly for Vacuum Systems
People Also Ask
- What role does a Teflon-lined stainless steel autoclave play in the hydrothermal synthesis of PtLaOx@S-1 catalysts?
- What is the function of PTFE sealing rings in plastic pyrolysis? Ensure Safe, Anaerobic Material Decomposition
- Why is a PTFE-lined stainless steel autoclave used for Ni12P5 synthesis? Key Benefits for Nanomaterial Production
- What role does a closed pressure vessel play during the carbonation of gamma-C2S? Unlock Rapid Mineralization
- Why is a stainless steel autoclave with a Teflon liner necessary for BiVO4? Ensure Purity & High Performance



