
The Illusion of the Simple Box
A tube furnace looks deceptively simple. It’s an insulated box that gets very hot. To the novice, it’s a high-powered oven. You put something in, set a temperature, and wait.
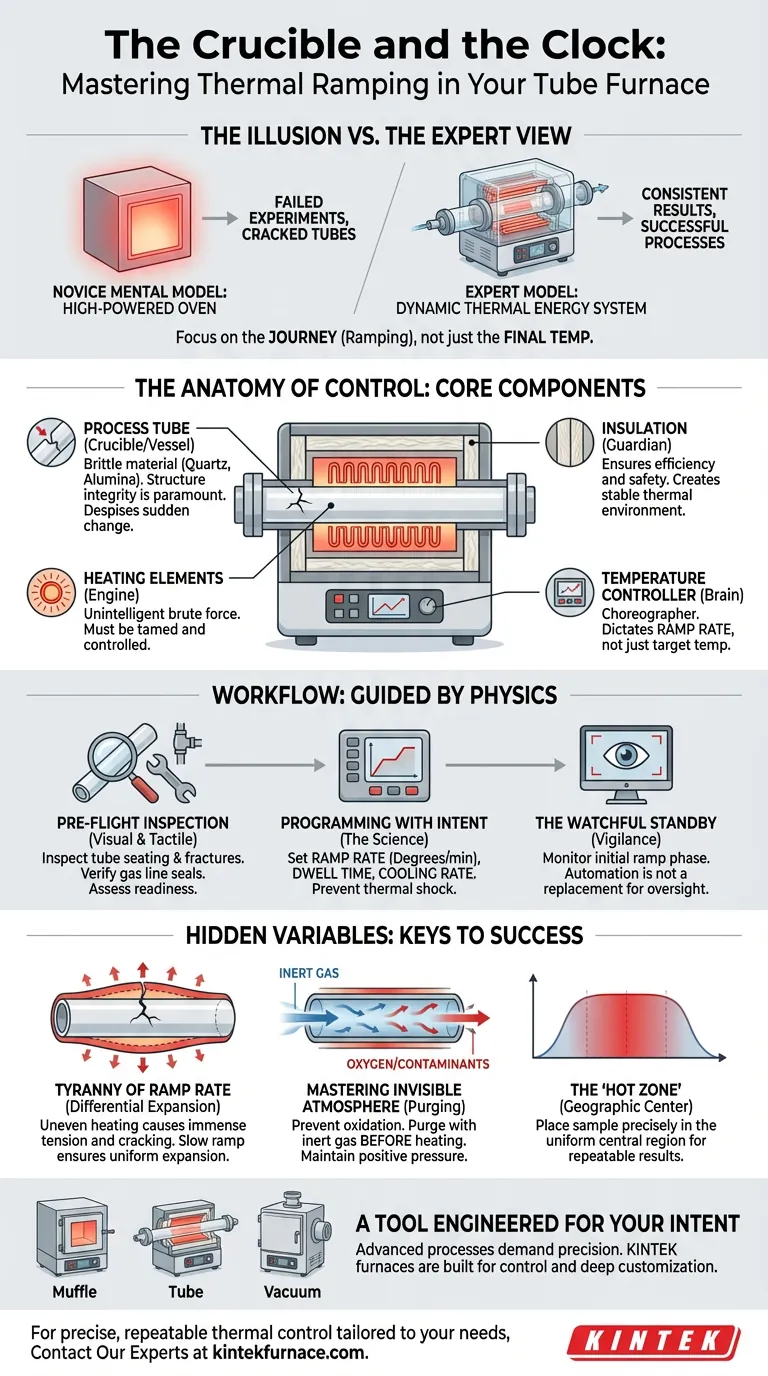
This mental model is the primary source of failed experiments, cracked process tubes, and inconsistent results.
An expert sees something different. They don't see a box; they see a dynamic system for managing thermal energy over time. The most critical variable isn't the final temperature, but the journey to get there. The secret to success lies in understanding the physics of heat transfer and the psychology of patience.
The Anatomy of Control
To move beyond the "oven" mindset, we must reframe the furnace's core components not as parts, but as instruments of control.
- The Process Tube: This isn't just a container. It's a crucible, a reaction vessel where the integrity of its structure is paramount. Materials like quartz and alumina are strong, but they are brittle. They despise sudden change.
- The Heating Elements: These are the engine, but they are unintelligent. They simply radiate energy when commanded. Their brute force must be tamed.
- The Insulation: This is the guardian of efficiency and safety. It ensures the vast majority of energy is directed inward, creating a stable and uniform thermal environment.
- The Temperature Controller: This is the brain. It is the choreographer of the entire thermal process. Its most important function is not setting a target, but dictating the ramp rate—the speed of the temperature ascent and descent.
A Workflow Guided by Physics, Not Buttons
A professional's interaction with a furnace is a deliberate, systematic dialogue. It’s less about turning it on and more about preparing it for a demanding performance.
H3: The Pre-Flight Inspection
Before any power is applied, a visual and tactile inspection is critical. Is the process tube seated correctly? Are there any hairline fractures from the previous run? If using a controlled atmosphere, are the gas lines secure and leak-free? This isn't a checklist; it's an assessment of the system's readiness to handle extreme stress.
H3: Programming with Intent
This is where the science happens. Instead of dialing in a final temperature and pressing "start," you program a thermal profile.
- Ramp Rate: How many degrees per minute will the temperature increase? This is the most critical setting for preventing thermal shock. A slow, gentle ramp allows the tube material to expand uniformly, preventing stress and failure.
- Dwell Time: How long will the furnace hold at the peak temperature? This ensures the sample is heated thoroughly and the desired reaction or process has time to complete.
- Cooling Rate: A controlled cool-down is often as important as the ramp-up. Allowing the furnace to cool too quickly can also induce thermal shock, cracking the tube or compromising the sample's crystalline structure.
H3: The Watchful Standby
Even with a perfectly programmed cycle, the initial phase is crucial. A professional monitors the first stage of the ramp to ensure the system is responding as expected. Automation is a tool for repeatability, not a replacement for vigilance.
The Hidden Variables That Dictate Success
Merely following steps is not enough. Mastery requires an intuitive understanding of the unseen forces at play within that glowing tube.
H3: The Tyranny of the Ramp Rate
Why is heating a tube too quickly so catastrophic? The answer is differential expansion. When the inner surface of a ceramic tube heats faster than the outer surface, it expands more quickly. This creates immense internal tension, and because ceramic is brittle, that tension is released in the only way it can: a crack. A slow ramp rate ensures the entire tube heats as one, eliminating this stress.
H3: Mastering the Invisible Atmosphere
For many processes, the air we breathe is a contaminant. Preventing oxidation requires replacing it with an inert gas like argon or nitrogen. This is not a single action but a process. The tube must be purged before heating begins, and a slight positive pressure must be maintained throughout the cycle to prevent any oxygen from seeping back in. The atmosphere is an active ingredient in your experiment.
H3: The Geographic Center of Heat: The "Hot Zone"
No tube furnace is perfectly uniform in temperature from end to end. Heat inevitably escapes from the openings. The result is a stable central region known as the "hot zone," where the temperature is precisely what the controller reads. Knowing the specific dimensions of your furnace's hot zone and placing your sample squarely within it is the key to repeatable, accurate results.
| Key Action | Engineering Purpose | Critical Detail for Success |
|---|---|---|
| Pre-Operation Check | Mitigate risk and ensure readiness | Inspect tube for micro-fractures; verify gas line seals. |
| Profile Programming | Control the rate of physical change | Set a slow ramp rate (e.g., 5-10°C/min) to avoid thermal shock. |
| Atmosphere Control | Create a non-reactive environment | Purge the tube with inert gas before starting the heat cycle. |
| Sample Placement | Ensure process accuracy & repeatability | Position the sample precisely within the calibrated "hot zone". |
A Tool Engineered for Your Intent
Your goal dictates the precision you require. A simple drying process can tolerate a basic furnace. But for advanced material synthesis, crystal growth, or chemical vapor deposition (CVD), every variable matters. The ramp rate must be exact, the hot zone perfectly uniform, and the atmospheric control flawless.
This level of precision requires a furnace built not just to get hot, but to be controlled. At KINTEK, our foundation in R&D and manufacturing allows us to build Muffle, Tube, and Vacuum furnaces designed for this very purpose. When your process demands a thermal profile that is unique, complex, or unforgiving, our ability to deeply customize a system for your specific needs becomes essential. We provide the control, so you can focus on the discovery.
When your process requires precise, repeatable thermal control tailored to your unique materials, a standard furnace is no longer sufficient. To explore a system engineered around your specific thermal and atmospheric needs, Contact Our Experts.
Visual Guide
Related Products
- Vacuum Sealed Continuous Working Rotary Tube Furnace Rotating Tube Furnace
- 1400℃ High Temperature Laboratory Tube Furnace with Alumina Tube
- 1700℃ High Temperature Laboratory Tube Furnace with Alumina Tube
- Magnesium Extraction and Purification Condensing Tube Furnace
- High Pressure Laboratory Vacuum Tube Furnace Quartz Tubular Furnace
Related Articles
- Mastering the Void: How Tube Furnaces Forge the Atoms of Innovation
- The Art of Isolation: Mastering Material Properties with Tube Furnaces
- Why Your Crystal Growth Experiments Are Failing: The Hidden Culprit in Your Tube Furnace
- Beyond Heat: The Art of Control in a Tube Furnace
- Beyond Heat: The Psychology of Precision in a Tube Furnace



















