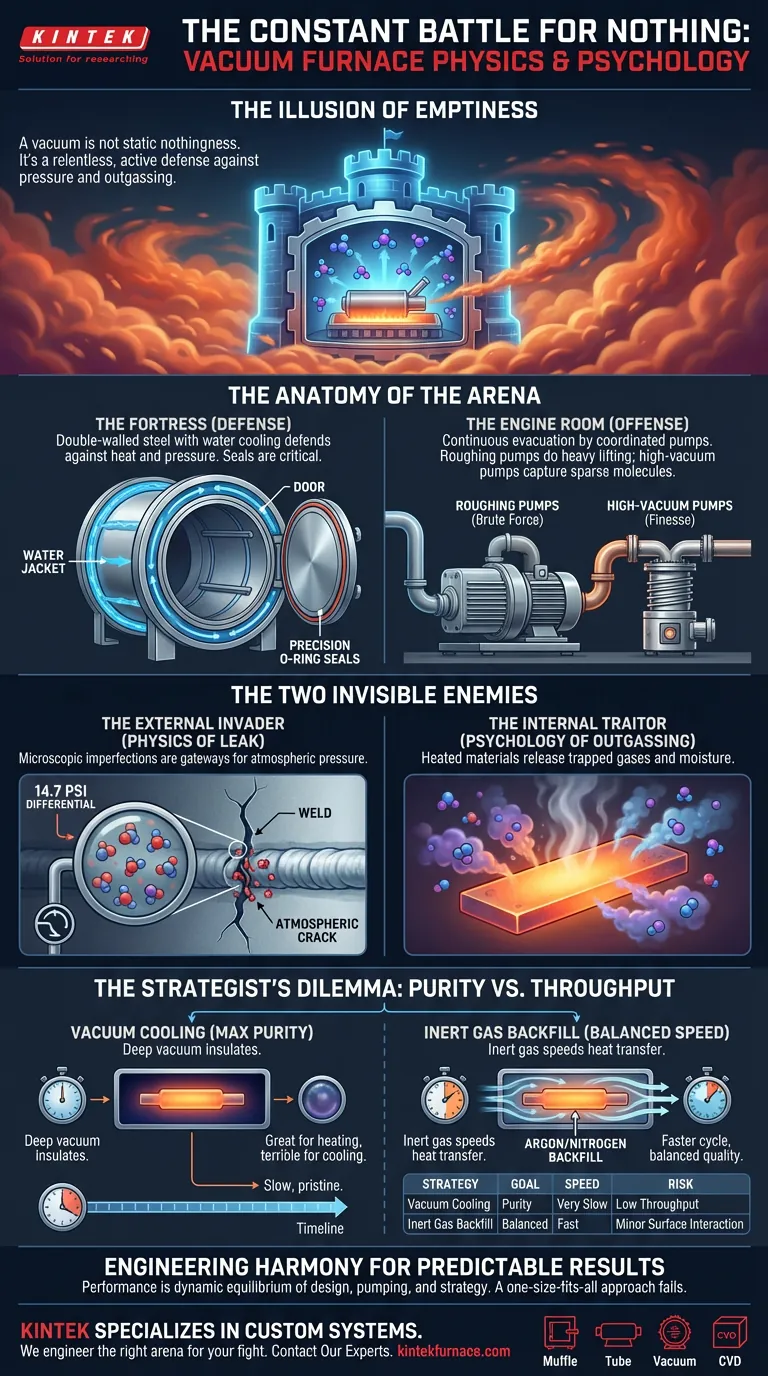
The Illusion of Emptiness
We tend to think of a vacuum as a simple state of nothingness. A space that is empty and stays empty.
In reality, achieving and maintaining a vacuum inside a furnace is a relentless, active process. It’s less like sealing a jar and more like defending a fortress under constant siege. The enemy is the entire Earth's atmosphere trying to get in, and a fifth column of traitors—gases trapped within your material—trying to get out.
Understanding this struggle is the key to mastering any high-temperature thermal process.
The Anatomy of the Arena
A vacuum furnace is not a passive container. It is an active system engineered for a dynamic fight. Its success depends on two core elements: a robust defense and a powerful offense.
The Fortress: A Defense Against the Atmosphere
The first line of defense is the furnace chamber itself. Typically built from double-walled steel, it’s designed for physical integrity under immense pressure differentials.
This double wall isn't just for strength; it's a water jacket. Circulating water keeps the chamber walls and, more importantly, the critical seals from overheating. A seal that expands or degrades under heat is a breach in the fortress wall. The door, a massive moving part, relies on precision engineering and specialized O-rings to create an airtight seal, cycle after cycle.
The Engine Room: A Continuous Evacuation
No fortress is perfect. And materials themselves release gas when heated—a process called outgassing. This is where the offense comes in: the vacuum pump system. It’s not one pump, but a coordinated team.
- Roughing Pumps: These are the heavy lifters. Mechanical and booster pumps remove over 99% of the air, taking the chamber from atmospheric pressure to a low vacuum. They do the brute-force work.
- High-Vacuum Pumps: Once the chamber is roughed out, a high-vacuum pump like a diffusion or turbo-molecular pump takes over. Its job is the finesse work: capturing the sparse, remaining molecules to reach the deep vacuum required for sensitive processes.
This staged approach is a matter of pure physics. Different pumps are optimized for different pressure regimes, just as you'd use different tools for different jobs.
The Two Invisible Enemies
Maintaining the vacuum means continuously overpowering two persistent adversaries that are always working to raise the pressure inside the chamber.
The External Invader: The Physics of the Leak
The pressure difference between the inside of the furnace and the outside world is enormous—about 14.7 pounds on every square inch. Even a microscopic imperfection in a weld or a fitting is a potential gateway for atmospheric molecules to rush in. The pump system must constantly work to remove these invaders faster than they can enter.
The Internal Traitor: The Psychology of Outgassing
As a workpiece heats up, it begins to betray the vacuum. Gases and moisture trapped deep within its structure or on its surface are released. This is outgassing.
This isn't just a physical nuisance; it's a critical variable. The furnace must have enough pumping capacity to handle this sudden burst of gas, ensuring the material is processed in a pure environment, not a cloud of its own contaminants.
The Strategist's Dilemma: Purity vs. Throughput
The most challenging decisions arise during the cooling phase. Here, the laws of physics present a fundamental trade-off, forcing a choice between absolute perfection and practical efficiency.
A deep vacuum is an excellent thermal insulator. This is great for heating, but terrible for cooling. Cooling a part in a hard vacuum preserves pristine surface quality but can take an extraordinarily long time.
To accelerate this, engineers perform a controlled backfill, introducing a high-purity inert gas like argon or nitrogen. The gas provides a medium for convection, dramatically speeding up heat transfer and shortening the cycle time. The choice is a strategic one based on process goals.
| Strategy | Primary Goal | Cooling Speed | Cycle Time | Potential Risk |
|---|---|---|---|---|
| Vacuum Cooling | Maximum Purity & Brightness | Very Slow | Long | Low Throughput |
| Inert Gas Backfill | Balanced Quality & Speed | Fast | Short | Minor surface interaction |
Engineering Harmony for Predictable Results
A vacuum furnace is a system in dynamic equilibrium. Its performance is the sum of its design integrity, pumping power, and operational strategy. When one element is weak, the entire process suffers.
This is why a one-size-fits-all approach to furnace design often fails. The specific materials you use, your outgassing loads, and your cycle time requirements dictate the engineering needed to win the battle for vacuum. A system designed for simple steel annealing will fail at processing sensitive aerospace alloys.
At KINTEK, we specialize in engineering these systems. Our deep customization capabilities across Muffle, Tube, Vacuum, and CVD furnaces ensure that the chamber, pumps, and controls are designed not just to work, but to work in harmony for your specific application. We build the right arena for your specific fight.
Understanding this dynamic battle is the first step; engineering the right system is the next. Contact Our Experts
Visual Guide
Related Products
- Vacuum Hot Press Furnace Machine Heated Vacuum Press Tube Furnace
- Vacuum Hot Press Furnace Machine Heated Vacuum Press
- 600T Vacuum Induction Hot Press Vacuum Heat Treat and Sintering Furnace
- 2200 ℃ Tungsten Vacuum Heat Treat and Sintering Furnace
- Vacuum Heat Treat Sintering Furnace with Pressure for Vacuum Sintering
Related Articles
- More Than a Void: The Inherent Energy Efficiency of Vacuum Furnace Design
- The Pressure Spectrum: Why a Vacuum Furnace's Capability Isn't a Single Number
- How Vacuum Hot Press Furnaces Transform Advanced Material Engineering
- More Than Heat: The Physics and Psychology of Vacuum Furnace Design
- Beyond the Parts List: The Real Reason Your Vacuum Hot Press Fails (And How to Fix It)



















