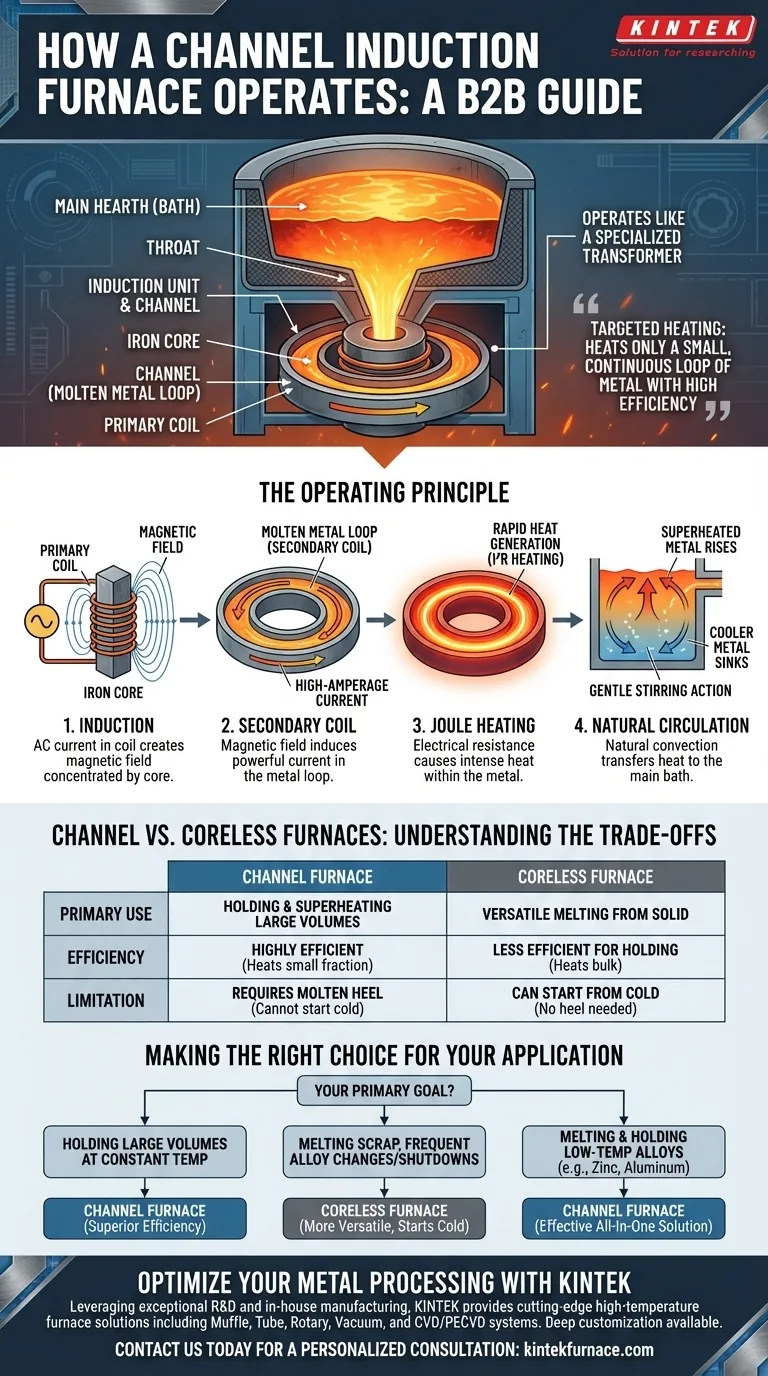
At its core, a channel induction furnace operates like a specialized transformer. The furnace uses a primary electrical coil and an iron core to induce a powerful secondary current within a contained loop, or "channel," of molten metal. This induced current generates intense heat directly within the metal, which then circulates into the main furnace chamber to heat the larger bath.
The defining characteristic of a channel furnace is its method of targeted heating. Unlike other furnaces that heat the entire metal charge at once, a channel furnace heats only a small, continuous loop of metal with high efficiency, making it exceptionally well-suited for holding and maintaining the temperature of large volumes of liquid metal.

The Anatomy of a Channel Furnace
To understand the operation, you must first visualize its key components. The design is a clever integration of a container and a heating engine.
The Main Hearth
The main hearth, or bath, is the large, refractory-lined steel vessel that contains the bulk of the molten metal. Its primary role is simply to hold the liquid charge safely.
The Induction Unit and Channel
Connected to the bottom or side of the main hearth is the induction unit. This unit contains a closed loop or channel, also lined with refractory material. A "throat" connects this channel to the main hearth, allowing molten metal to flow between the two.
The Transformer Assembly
The induction unit is built around a transformer design. A primary induction coil, powered by an AC source, is wound around a laminated iron core. This core is shaped to pass through the opening of the molten metal channel without touching it. The metal inside the channel effectively becomes the secondary "coil" of the transformer.
The Operating Principle: A Transformer in Action
The heating process is a direct application of electromagnetic principles, occurring in a continuous cycle.
Step 1: Induction
When alternating current flows through the primary coil, it generates a powerful and rapidly changing magnetic field. The iron core concentrates this magnetic field and directs it efficiently through the loop of molten metal in the channel.
Step 2: The Molten Metal Secondary Coil
This concentrated magnetic field induces a very high-amperage, low-voltage current in the single turn of the molten metal loop. The liquid metal completes a secondary electrical circuit.
Step 3: Joule Heating
The molten metal has inherent electrical resistance. As the massive induced current flows through it, this resistance causes rapid and intense heat generation (Joule's Law, or I²R heating). This heat is generated only within the metal inside the channel.
Step 4: Natural Circulation and Stirring
The superheated, less-dense metal in the channel rises into the main hearth through the throat. Cooler, denser metal from the hearth sinks to take its place in the channel, creating a continuous, natural convection loop. This process efficiently transfers heat to the entire bath and provides a gentle, useful stirring action.
Understanding the Trade-offs: Channel vs. Coreless Furnaces
The design of the channel furnace gives it specific advantages and disadvantages, especially when compared to its counterpart, the coreless induction furnace.
Why Use a Channel Furnace? Efficiency in Holding
Because a channel furnace only heats a small fraction of the total metal volume at any given time, it is extremely energy-efficient for maintaining temperature or slightly increasing it (superheating). This makes it the preferred technology for holding large quantities of molten metal, such as in die casting operations or as a buffer for a primary melting furnace.
The Critical Limitation: The Need for a Molten Heel
A channel furnace cannot start from a cold, solid state. It requires a continuous loop of molten metal to complete the secondary circuit. This initial charge, known as a "heel," must be supplied from another source. Attempting to start with solid metal would be like having an open secondary circuit on a transformer.
When a Coreless Furnace Is Better: Versatility in Melting
A coreless induction furnace works differently. Its primary coil surrounds the entire crucible, inducing eddy currents throughout the bulk of the metal charge. This allows it to melt metal from a solid state, making it far more versatile for melting scrap, changing alloys frequently, and starting and stopping operations.
Making the Right Choice for Your Application
Selecting the correct induction furnace technology depends entirely on your operational goals.
- If your primary focus is holding large volumes of molten metal at a constant temperature: The channel furnace is superior due to its high electrical efficiency for this specific task.
- If your primary focus is melting solid scrap or requiring frequent shutdowns and alloy changes: The coreless furnace is the more versatile and logical choice as it does not require a molten heel to operate.
- If your primary focus is melting and holding low-temperature alloys like zinc or aluminum: A channel furnace can be an effective all-in-one solution, as the energy required for melting is lower.
Understanding this fundamental difference between the targeted heating of a channel furnace and the bulk heating of a coreless furnace empowers you to select the most cost-effective and operationally sound solution for your foundry.
Summary Table:
| Aspect | Description |
|---|---|
| Operation Principle | Functions as a transformer with a primary coil inducing current in a molten metal channel loop, generating heat via Joule's Law. |
| Key Components | Main hearth (holds metal), induction unit with channel, transformer assembly (coil and iron core). |
| Heating Process | Induced current in channel metal causes I²R heating, with natural circulation transferring heat to the main bath. |
| Primary Use | Efficient for holding and superheating large volumes of molten metal; requires a molten heel to start. |
| Comparison | More energy-efficient for holding than coreless furnaces, but less versatile for melting from solid state. |
Optimize Your Metal Processing with KINTEK's Advanced Furnace Solutions
At KINTEK, we leverage exceptional R&D and in-house manufacturing to provide diverse laboratories and industrial facilities with cutting-edge high-temperature furnace solutions. Our product line includes Muffle, Tube, Rotary Furnaces, Vacuum & Atmosphere Furnaces, and CVD/PECVD Systems, all backed by strong deep customization capabilities to precisely meet your unique experimental and production requirements.
Whether you need efficient holding solutions like channel furnaces or versatile melting options, we can tailor our equipment to enhance your operational efficiency and cost-effectiveness. Contact us today to discuss how our expertise can benefit your specific application—reach out via our contact form for a personalized consultation!
Visual Guide
Related Products
- 600T Vacuum Induction Hot Press Vacuum Heat Treat and Sintering Furnace
- Vacuum Induction Melting Furnace
- Vacuum Sealed Continuous Working Rotary Tube Furnace Rotating Tube Furnace
- Custom Made Versatile CVD Tube Furnace Chemical Vapor Deposition CVD Equipment Machine
- 1700℃ High Temperature Laboratory Tube Furnace with Alumina Tube
People Also Ask
- What are the benefits of using a vacuum hot press sintering furnace for the preparation of SiCw/2024 aluminum matrix composites? Achieve High-Performance Aerospace Materials
- What is the core function of a vacuum hot press sintering furnace in the preparation of high-density RuTi alloys? Achieve Maximum Density and Purity
- How does the pressure control function in a vacuum hot pressing sintering furnace influence ceramic tool materials?
- How are vacuum hot pressing sintering furnaces classified based on temperature? Explore Low, Medium, and High-Tier Solutions
- How does a vacuum hot press sintering furnace mitigate copper sintering swelling? Solve Fe-Cu Expansion Issues



















