At its core, a circulating water vacuum pump is a type of liquid ring vacuum pump. It functions as a centrifugal mechanical pump that ingeniously uses a ring of circulating water as its primary working fluid. This design creates a vacuum by forming a series of "liquid pistons" instead of mechanical ones, making it exceptionally robust for laboratory and industrial applications.
The central principle is not complex machinery, but fluid dynamics. The pump uses a spinning impeller to create a ring of water that seals and compresses gas, providing both a vacuum source and a cooling mechanism in a single device.

How a Water Ring Vacuum Pump Works
To understand its installation and use, you must first grasp its elegant operating principle. It relies on a few key components working in concert.
The Core Components
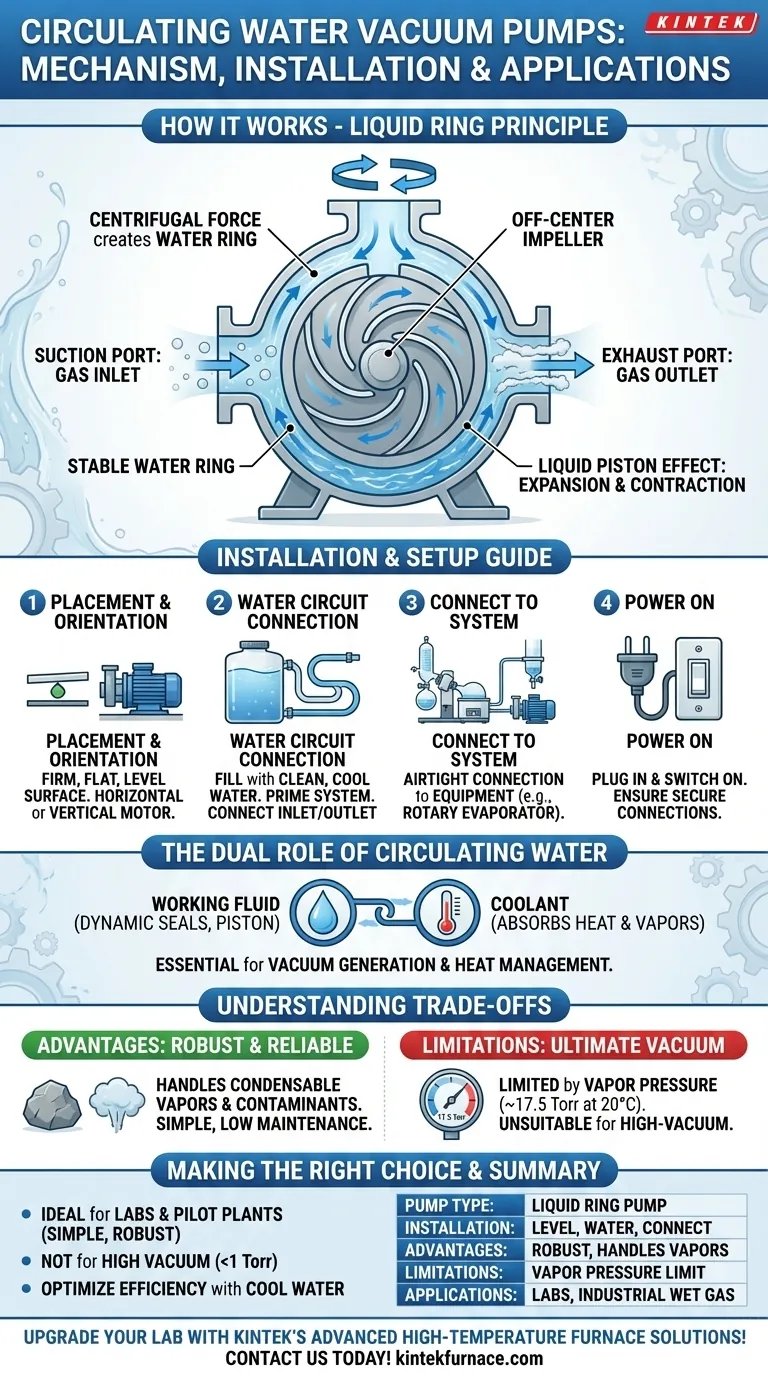
The pump consists of a cylindrical casing, a multi-bladed impeller (rotor) mounted eccentrically (off-center) within that casing, and the working fluid—water.
Creating the Water Ring
When the motor spins the impeller, centrifugal force throws the water outwards against the inner wall of the pump casing. This forms a stable, concentric ring of liquid that rotates with the impeller.
The "Liquid Piston" Effect
Because the impeller is mounted eccentrically, the space between the impeller hub and the liquid ring constantly changes. As the blades rotate, the space expands, drawing gas in from the suction port. As rotation continues, that same space contracts, compressing the gas and expelling it through the exhaust port. This repeating cycle of expansion and contraction is what creates the vacuum.
Understanding Installation and Setup
Proper installation is straightforward but critical for ensuring the pump achieves its specified vacuum level and operates reliably.
Physical Placement and Orientation
The pump unit must be placed on a firm, flat, and level surface. While many common laboratory models feature a vertical motor and a compact footprint, larger industrial units are often designed for horizontal installation. The drive motor can typically be positioned on either the left or right side to accommodate the facility layout.
Connecting the Water Circuit
The water tank must be filled with clean, cool water. The level should be high enough to prime the system, often near the overflow nozzle or the inlet/outlet ports. Hoses are then connected to the inlet and outlet ports to enable the circulation that gives the pump its name and its cooling properties.
Connecting to the System
A vacuum-rated hose connects the pump's suction port to the equipment you need to evacuate, such as a rotary evaporator, filtration apparatus, or reaction vessel. Ensure this connection is airtight to prevent leaks that would degrade performance. Once all connections are secure, the unit can be plugged in and switched on.
The Dual Role of the Circulating Water
The "circulating water" in the name is not just a descriptive term; it highlights the two fundamental jobs the water performs.
It Is the Working Fluid
As described above, the water itself forms the dynamic seals between the impeller blades and the casing. It is the "piston" that draws in and compresses the gas, making it the most critical element of the vacuum-generating process.
It Is the Coolant
The process of compressing gas generates heat. The circulating water absorbs this heat, as well as heat from any condensable vapors (like solvents) being pulled into the pump. This makes the pump exceptionally good at handling wet gas streams that would damage other types of vacuum pumps. Some systems connect to an external chiller to keep the water temperature low and vacuum performance high.
Understanding the Trade-offs
Like any technology, the liquid ring pump has a specific set of advantages and limitations that make it suitable for certain tasks.
Limitation: Ultimate Vacuum
A water ring pump's ultimate vacuum is limited by the vapor pressure of the working fluid. For water at 20°C (68°F), this is around 17.5 Torr (23 mbar). You cannot achieve a vacuum deeper than this, making it unsuitable for high-vacuum applications on its own.
Advantage: Robustness
This pump design is mechanically simple and can tolerate process contaminants exceptionally well. It can ingest condensable vapors, small liquid slugs, and even some particulates without damage, which would destroy a more delicate dry scroll or rotary vane pump.
Consideration: Water Quality and Temperature
The performance is directly tied to the water. Using dirty water can lead to mineral buildup and wear. As the water temperature increases, its vapor pressure rises, which reduces the maximum vacuum the pump can achieve. Maintaining cool, clean water is essential for optimal operation.
Making the Right Choice for Your Application
Use these points to determine if this pump technology fits your specific goal.
- If your primary focus is a simple, robust vacuum for a lab or pilot plant: A circulating water vacuum pump is an excellent choice due to its simplicity, low maintenance, and ability to handle chemical vapors.
- If your primary focus is achieving high vacuum (below 1 Torr): You will need a different type of pump, or you can use a water ring pump as a "roughing" pump to back a high-vacuum pump like a turbomolecular or diffusion pump.
- If your primary focus is operational efficiency: Ensure your pump's water is kept as cool as practical, as every degree of temperature rise will slightly decrease its maximum achievable vacuum.
By understanding its simple but effective fluid-based mechanism, you can deploy and maintain this reliable workhorse for consistent performance.
Summary Table:
| Aspect | Details |
|---|---|
| Pump Type | Liquid ring vacuum pump using circulating water as working fluid |
| Installation Steps | Place on level surface, connect water circuit, attach vacuum hose to equipment |
| Key Advantages | Robustness, handles condensable vapors, simple design, low maintenance |
| Limitations | Ultimate vacuum limited by water vapor pressure (~17.5 Torr at 20°C) |
| Ideal Applications | Laboratories, industrial setups with wet gas streams, roughing for high-vacuum systems |
Upgrade your laboratory or industrial setup with KINTEK's advanced high-temperature furnace solutions! Leveraging exceptional R&D and in-house manufacturing, we provide diverse labs with reliable equipment like Muffle, Tube, Rotary Furnaces, Vacuum & Atmosphere Furnaces, and CVD/PECVD Systems. Our strong deep customization capability ensures precise solutions for your unique experimental needs. Contact us today to discuss how we can enhance your efficiency and performance!
Visual Guide
Related Products
- Stainless Steel Quick Release Vacuum Chain Three Section Clamp
- 304 316 Stainless Steel High Vacuum Ball Stop Valve for Vacuum Systems
- Vacuum Sealed Continuous Working Rotary Tube Furnace Rotating Tube Furnace
- Ultra-High Vacuum Flange Aviation Plug Glass Sintered Airtight Circular Connector for KF ISO CF
- Ultra Vacuum Electrode Feedthrough Connector Flange Power Lead for High Precision Applications
People Also Ask
- Why is a vacuum suction system required during the exhaust stage of rice straw-based charcoal carbonization?
- Why is a vacuum freeze dryer used for Vivianite? Optimize Your LFP Synthesis with Superior Precursor Integrity
- What is the function of quartz vacuum encapsulation in RhSeCl CVT? Mastering Pure Crystal Growth
- What is the specific function of the water circulation cooler in zirconium sponge processing? Key for Purity & Safety
- What role does a vacuum atmosphere play in Sn-Ag-Co TLP soldering? Optimize Bond Purity and Joint Strength



















