
The Hidden Variable in Material Failure
An aerospace engineer inspects a batch of landing gear components after nitriding. The specs demand a uniform case depth of 0.5 mm, but the tests reveal inconsistencies. Some areas are perfect; others are brittle or too soft. The process temperature was correct, the gas mixture was stable, and the cycle time was exact.
The culprit wasn't in the what or when, but in the how. The components were processed in a furnace that prioritized speed over stability, creating microscopic hot and cold spots. The failure wasn't a chemical error but a thermal one—a systemic problem rooted in the furnace's fundamental design.
This scenario highlights a critical, often overlooked, decision in thermal processing: the choice between a hot wall and a cold wall furnace. It’s not just a technical choice; it's a choice between two different philosophies of heat.
The Physics of Patience: Understanding the Hot Wall Design
To understand its applications, you must first appreciate its architecture. A hot wall furnace operates on a principle of deliberate, immersive heating.
A Fundamentally Different Philosophy
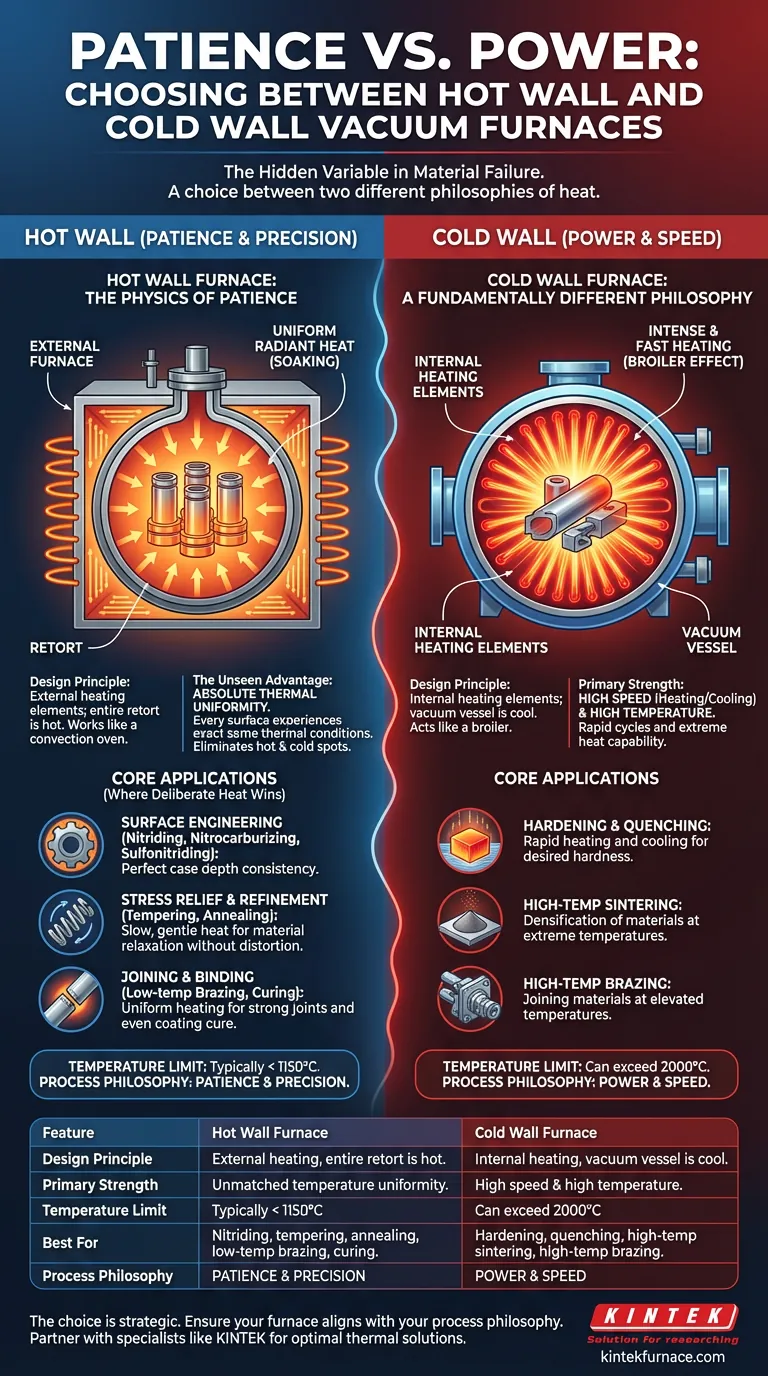
In a conventional "cold wall" furnace, heating elements are inside the vacuum chamber, acting like a broiler—intense and fast.
A "hot wall" furnace works like a convection oven. The sealed vacuum chamber, or retort, is placed inside a larger furnace. The heating elements are external, heating the retort from all sides. The vacuum is inside the retort, but the heat comes from the outside.
The walls of the retort become hot and "soak" the components inside with uniform, radiant heat.
The Unseen Advantage: Absolute Thermal Uniformity
This "soaking" is the hot wall furnace's superpower. By heating the entire environment from every direction, it eliminates the hot and cold spots that can plague internal element designs.
Every surface of every part—whether it's facing a heating element or not—experiences the exact same thermal conditions. This unmatched temperature uniformity is the primary reason this design exists. It delivers consistency that is physically impossible in many other systems.
Where Deliberate Heat Wins: Core Applications
The trade-off for this perfect uniformity is speed and peak temperature. Hot wall furnaces are generally limited to below 1150°C (2100°F) and have much slower heating and cooling cycles.
This makes them the undisputed master of processes where patience and precision are paramount.
Surface Engineering: Crafting a Perfect Case
Processes like nitriding, nitrocarburizing, and sulfonitriding are about modifying a material's surface. Success is measured by the consistency of the hardened case.
A hot wall furnace's sealed retort contains the process gases perfectly, while its exceptional uniformity guarantees that the case depth is identical across complex geometries. This is not just about quality; it’s about reliability and safety in critical components.
Stress Relief and Refinement: The Art of Annealing
Tempering and annealing are designed to relieve internal stresses and increase ductility. The psychological irony is that heating a part too quickly or unevenly can introduce new stress, defeating the entire purpose.
The slow, gentle, and uniform heat of a hot wall furnace is like a calm hand, ensuring the material can relax into a stable state without distortion.
Joining and Binding: Brazing and Curing with Confidence
For lower-temperature brazing or curing, uniform heating is critical. It ensures that brazing filler flows into every part of a joint or that a complex coating cures evenly without weak spots.
The slow cycles minimize thermal shock, protecting delicate assemblies from warping or cracking.
The Engineer's Dilemma: Choosing Your Tool
The choice between furnace types is a strategic decision based on your process's ultimate priority.
| Feature | Hot Wall Furnace | Cold Wall Furnace |
|---|---|---|
| Design Principle | External heating elements; entire retort is hot. | Internal heating elements; vacuum vessel is cool. |
| Primary Strength | Unmatched temperature uniformity. | High speed (heating/cooling) and high temperature. |
| Temperature Limit | Typically < 1150°C (2100°F) | Can exceed 2000°C |
| Best For | Nitriding, tempering, annealing, low-temp brazing, curing. | Hardening, quenching, high-temp sintering, high-temp brazing. |
| Process Philosophy | Patience & Precision. | Power & Speed. |
Making this decision requires more than theory; it demands a deep understanding of how furnace construction impacts real-world results. This is where partnering with specialists is crucial. A manufacturer like KINTEK, which develops and builds a full spectrum of thermal systems—from customizable hot wall tube and muffle furnaces to advanced CVD and vacuum systems—can provide the insight needed to match the tool to the task. Their experience ensures the chosen design truly serves the process goal.
For any process where uniformity is not just a parameter but the entire objective, the right tool is non-negotiable. Whether your work demands the deliberate precision of a hot wall design for nitriding or the high-temperature capabilities of a custom vacuum system, ensuring your furnace aligns with your process philosophy is the first step. To find the optimal thermal solution for your specific application, Contact Our Experts.
Visual Guide
Related Products
- Vacuum Hot Press Furnace Machine Heated Vacuum Press Tube Furnace
- Vacuum Hot Press Furnace Machine Heated Vacuum Press
- 600T Vacuum Induction Hot Press Vacuum Heat Treat and Sintering Furnace
- 2200 ℃ Tungsten Vacuum Heat Treat and Sintering Furnace
- Vacuum Heat Treat Sintering Furnace with Pressure for Vacuum Sintering
Related Articles
- How Vacuum Hot Press Furnaces Transform Advanced Material Engineering
- The Physics of Perfection: How Vacuum Furnaces Eliminate Metallurgical Uncertainty
- The Pressure Spectrum: Why a Vacuum Furnace's Capability Isn't a Single Number
- Is Your Material Data Real? Why Temperature Gradients Are Sabotaging Your Cu2Se Resistivity Measurements
- The Anatomy of Precision: A Strategic Framework for Choosing Your Vacuum Furnace



















