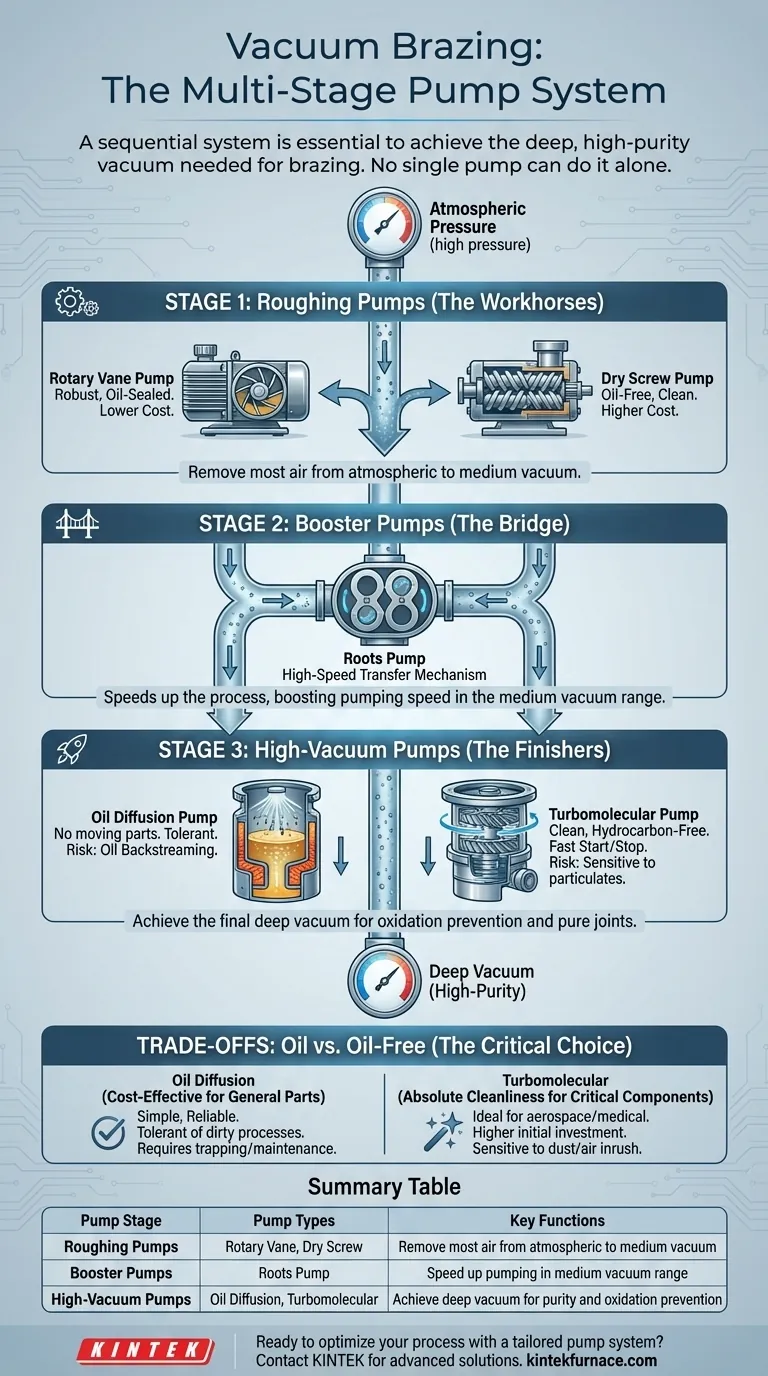
For vacuum brazing, a multi-stage system of pumps is required, not just a single type. The process typically begins with a roughing pump (like a rotary vane or dry screw pump) often paired with a Roots booster, which then hands off to a high-vacuum pump, such as an oil diffusion or turbomolecular pump, to achieve the final required vacuum level.
The core principle is that no single pump can efficiently move air from atmospheric pressure down to the deep vacuum needed for high-purity brazing. Instead, a system of specialized pumps works in successive stages, each optimized for a specific pressure range.

The Staged Approach to Creating a Vacuum
Think of creating a vacuum not as a single action, but as a journey through different pressure regimes. Each stage of the journey requires a different tool, or pump, designed to operate most effectively in that specific environment.
Stage 1: Roughing Pumps (The Workhorses)
The first step is to remove the vast majority of air molecules from the furnace chamber. This is the job of the roughing pump, which takes the pressure from atmospheric down to a medium vacuum level.
Two common types are used:
- Rotary Vane Pumps: These are traditional, oil-sealed pumps that offer robust performance at a lower initial cost.
- Dry Screw Pumps: These are oil-free pumps that eliminate the risk of oil contamination but come at a higher initial cost.
Stage 2: Booster Pumps (The Bridge)
To speed up the process and reach a deeper vacuum more quickly, a Roots pump (also called a mechanical booster) is almost always used in tandem with the roughing pump.
A Roots pump doesn't pump directly to the atmosphere. Instead, it acts as a high-speed transfer mechanism, grabbing large volumes of gas from the chamber and "boosting" them into the roughing pump, dramatically increasing the system's overall pumping speed in the medium vacuum range.
Stage 3: High-Vacuum Pumps (The Finishers)
Once the roughing and booster pumps have done their job, the high-vacuum pump takes over. This pump is what creates the extremely low-pressure environment (high vacuum) necessary to prevent oxidation and ensure a pure, strong braze joint.
The two primary choices are:
- Oil Diffusion Pumps: These pumps have no moving parts and work by boiling a special oil and directing the vapor stream to drag air molecules out of the system.
- Turbomolecular Pumps (TMPs): These work like a jet engine in reverse, using finely balanced, high-speed turbine blades to mechanically strike gas molecules and push them toward the exhaust.
Understanding the Trade-offs: Oil vs. Oil-Free
The choice between a diffusion pump and a turbomolecular pump is one of the most critical decisions, as it directly impacts process cleanliness and cost.
The Case for Oil Diffusion Pumps
Diffusion pumps are simple, highly reliable, and have a lower capital cost. They can handle high gas loads and are very tolerant of dirty processes.
However, they carry the risk of oil backstreaming, where oil vapor can travel back into the furnace and contaminate the parts. This requires careful trapping and maintenance, and they also need significant time to warm up and cool down.
The Case for Turbomolecular Pumps
Turbomolecular pumps provide a completely clean, hydrocarbon-free vacuum, making them ideal for sensitive applications like aerospace, medical, and electronics where contamination is unacceptable. They also start and stop very quickly.
The main drawbacks are a higher initial investment and a greater sensitivity to dust, particulates, and sudden air inrushes, which can damage the delicate high-speed blades.
Making the Right Choice for Your Goal
Your selection of a pump system should be dictated by the specific requirements of your brazing application.
- If your primary focus is cost-effectiveness for general industrial parts: A system using a rotary vane pump, Roots booster, and a well-trapped oil diffusion pump is a proven and economical solution.
- If your primary focus is absolute cleanliness for critical components (e.g., aerospace, medical): A fully oil-free system using a dry screw pump, Roots booster, and a turbomolecular pump is the definitive choice.
Understanding how these pump systems work together empowers you to achieve flawless, high-integrity joints every time.
Summary Table:
| Pump Stage | Pump Types | Key Functions |
|---|---|---|
| Roughing Pumps | Rotary Vane, Dry Screw | Remove most air from atmospheric to medium vacuum |
| Booster Pumps | Roots Pump | Speed up pumping in medium vacuum range |
| High-Vacuum Pumps | Oil Diffusion, Turbomolecular | Achieve deep vacuum for purity and oxidation prevention |
Ready to optimize your vacuum brazing process with a tailored pump system? Leveraging exceptional R&D and in-house manufacturing, KINTEK provides diverse laboratories with advanced high-temperature furnace solutions. Our product line, including Muffle, Tube, Rotary Furnaces, Vacuum & Atmosphere Furnaces, and CVD/PECVD Systems, is complemented by our strong deep customization capability to precisely meet unique experimental requirements. Contact us today to discuss how we can enhance your brazing quality and efficiency!
Visual Guide
Related Products
- Vacuum Heat Treat Sintering and Brazing Furnace
- 304 316 Stainless Steel High Vacuum Ball Stop Valve for Vacuum Systems
- Stainless Steel KF ISO Vacuum Flange Blind Plate for High Vacuum Systems
- CF KF Flange Vacuum Electrode Feedthrough Lead Sealing Assembly for Vacuum Systems
- Vacuum Hot Press Furnace Machine for Lamination and Heating
People Also Ask
- What is the significance of vacuum brazing in modern manufacturing? Achieve Strong, Pure Joints for Critical Applications
- How does vacuum heat treating affect the grain structure of metal alloys? Achieve Precise Microstructure Control
- What is one of the most important uses of vacuum heat treating furnaces in aerospace? Achieve Superior Strength in Aircraft Alloys
- What are the steps involved in a typical vacuum brazing treatment? Master the Process for Strong, Clean Joints
- What is the function of industrial vacuum heat treatment furnaces? Elevate 3D-Printed Maraging Steel Quality









