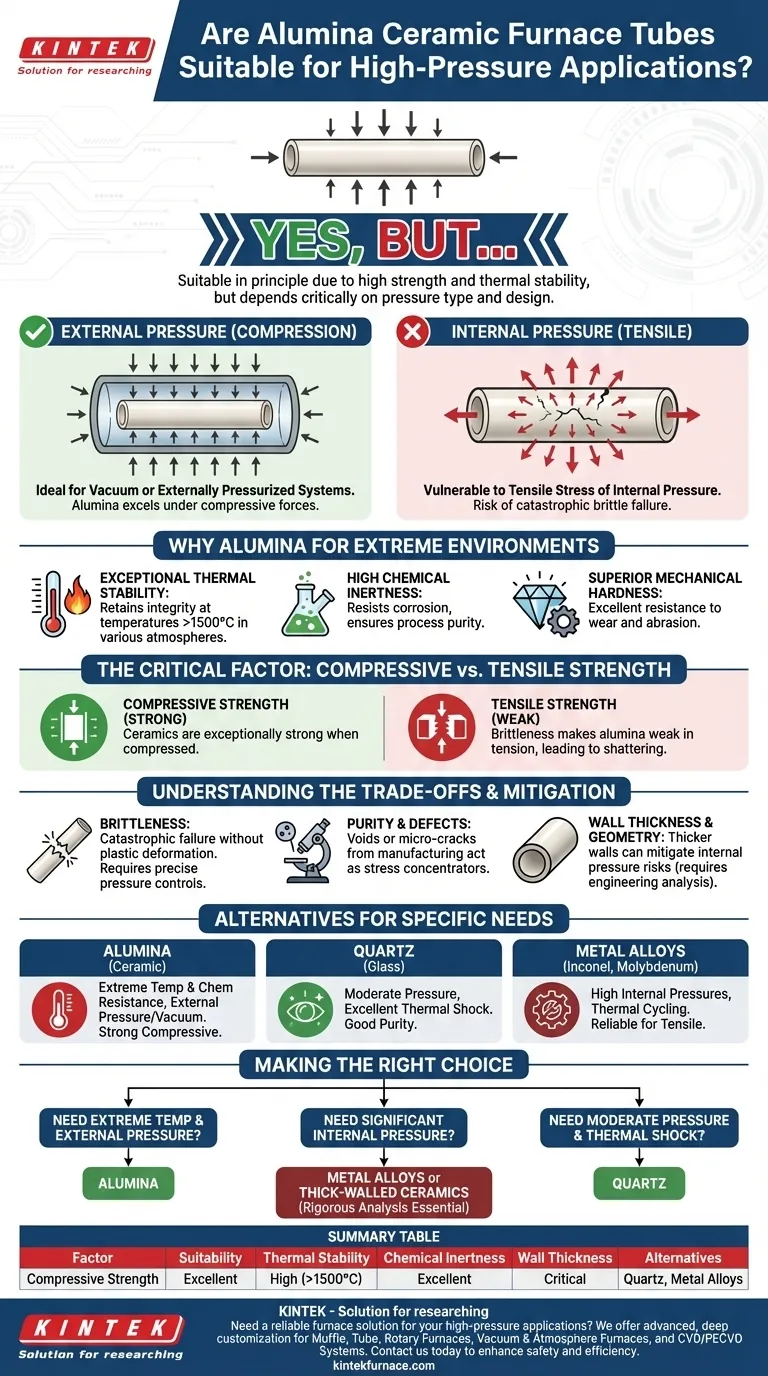
In principle, yes, alumina ceramic furnace tubes can be used for high-pressure applications due to their excellent mechanical strength and thermal stability. However, their suitability is not absolute and depends entirely on the specific operating conditions, particularly the nature of the pressure and the tube's design specifications.
While alumina excels under compressive forces, making it ideal for vacuum or externally pressurized systems, its inherent brittleness makes it vulnerable to the tensile stresses of internal pressure. A thorough engineering analysis of your specific application is not just recommended—it is essential for safety and reliability.
Why Alumina is Considered for Extreme Environments
High-purity alumina (Al₂O₃) is a go-to material for demanding furnace applications because of a unique combination of properties that allow it to maintain integrity when other materials would fail.
Exceptional Thermal Stability
Alumina ceramics possess a very high melting point and retain their structural integrity at extreme temperatures. This makes them ideal for processes running well over 1500°C in inert, reducing, or high-vacuum atmospheres.
High Chemical Inertness
This material exhibits remarkable resistance to chemical attack and erosion. It remains stable when exposed to a wide range of corrosive substances, ensuring process purity and extending the life of the furnace components.
Superior Mechanical Hardness
Alumina is an extremely hard material, which translates to excellent resistance to wear and abrasion. This property is critical in applications where physical contact or particulate flow is expected.
The Critical Factor: Compressive vs. Tensile Strength
The decision to use an alumina tube for a pressure application hinges on understanding how ceramics behave under different types of stress. This is the single most important factor to consider.
Alumina's Strength in Compression
Ceramics are exceptionally strong when squeezed or compressed. This is why an alumina tube is an outstanding choice for high-vacuum furnaces or systems with high external pressure, where the forces are pushing inward on the tube.
The Challenge of Tensile Stress
The primary weakness of alumina is its brittleness and low tensile strength. When a tube is pressurized from the inside, its walls are subjected to "hoop stress," a tensile force pulling them apart. This is where alumina is most likely to fail.
The Role of Wall Thickness and Geometry
To mitigate the risk of failure under internal pressure, a thicker tube wall can be used. However, this is a matter of careful engineering calculation. The tube's diameter, length, and the magnitude of the pressure must all be factored into a formal stress analysis.
Understanding the Trade-offs
While powerful, alumina is not a universally perfect solution. Being aware of its limitations is crucial for safe and effective system design.
Brittleness and Catastrophic Failure
Unlike metals, which will bend or deform plastically before breaking, ceramics fail catastrophically. An over-pressurized alumina tube will not stretch; it will shatter. This risk must be managed with precise pressure controls and safety relief systems.
Purity and Manufacturing Defects
The mechanical strength of a ceramic tube is heavily dependent on its purity and the absence of microscopic flaws. Voids or micro-cracks from the manufacturing process can act as stress concentrators, becoming the origin point for a catastrophic failure under pressure. Always source from a reputable supplier with clear specifications.
Alternatives: Quartz and Metal Alloys
For some high-pressure applications, other materials may be more suitable. High-purity quartz tubes offer excellent thermal properties and can be a good choice for moderate pressures. For very high internal pressures, especially when combined with thermal cycling, specialized metal alloy tubes (e.g., Inconel, molybdenum) are often the safer and more reliable choice.
Making the Right Choice for Your Goal
To determine if alumina is the correct material, evaluate your primary operational need.
- If your primary focus is extreme temperature and chemical resistance under external pressure or in a vacuum: High-purity alumina is an excellent choice due to its superior compressive strength.
- If your application involves significant internal pressure: You must perform a rigorous stress analysis, and often metal alloys or specially engineered, thick-walled ceramics are safer alternatives.
- If you need high purity with moderate pressure and excellent thermal shock resistance: High-purity quartz can be a viable alternative to consider alongside alumina.
Ultimately, matching the material's fundamental properties to the specific stress profile of your system is the key to safe and reliable operation.
Summary Table:
| Factor | Suitability for High-Pressure Applications |
|---|---|
| Compressive Strength | Excellent for external pressure or vacuum systems |
| Tensile Strength | Poor for internal pressure; risk of brittle failure |
| Thermal Stability | High, suitable for temperatures over 1500°C |
| Chemical Inertness | Excellent, resists corrosion and maintains purity |
| Wall Thickness | Critical; thicker walls can mitigate internal pressure risks |
| Alternatives | Quartz for moderate pressure, metal alloys for high internal pressure |
Need a reliable furnace solution for your high-pressure or high-temperature applications? KINTEK leverages exceptional R&D and in-house manufacturing to provide advanced high-temperature furnace solutions, including Muffle, Tube, Rotary Furnaces, Vacuum & Atmosphere Furnaces, and CVD/PECVD Systems. With strong deep customization capabilities, we precisely meet the unique experimental requirements of diverse laboratories. Contact us today to enhance your lab's safety and efficiency with tailored furnace systems!
Visual Guide
Related Products
- 1400℃ High Temperature Laboratory Tube Furnace with Alumina Tube
- 1700℃ High Temperature Laboratory Tube Furnace with Alumina Tube
- Vacuum Heat Treat Furnace with Ceramic Fiber Liner
- Vertical Laboratory Quartz Tube Furnace Tubular Furnace
- Magnesium Extraction and Purification Condensing Tube Furnace
People Also Ask
- What is a high temperature tube furnace? Achieve Precise Heat and Atmosphere Control
- What role do high-performance box or tube furnaces play in LATP sintering? Master Densification & Ionic Conductivity
- How do high-temperature laboratory tube furnaces ensure environmental stability? Precision Thermal Reduction Tips
- What is the mechanism of a high-temperature furnace in Bi-2223 sintering? Achieve Precision Phase Transformation
- In what scenarios are laboratory high-temperature tube furnaces or muffle furnaces utilized? Study MgTiO3-CaTiO3 Ceramics


















