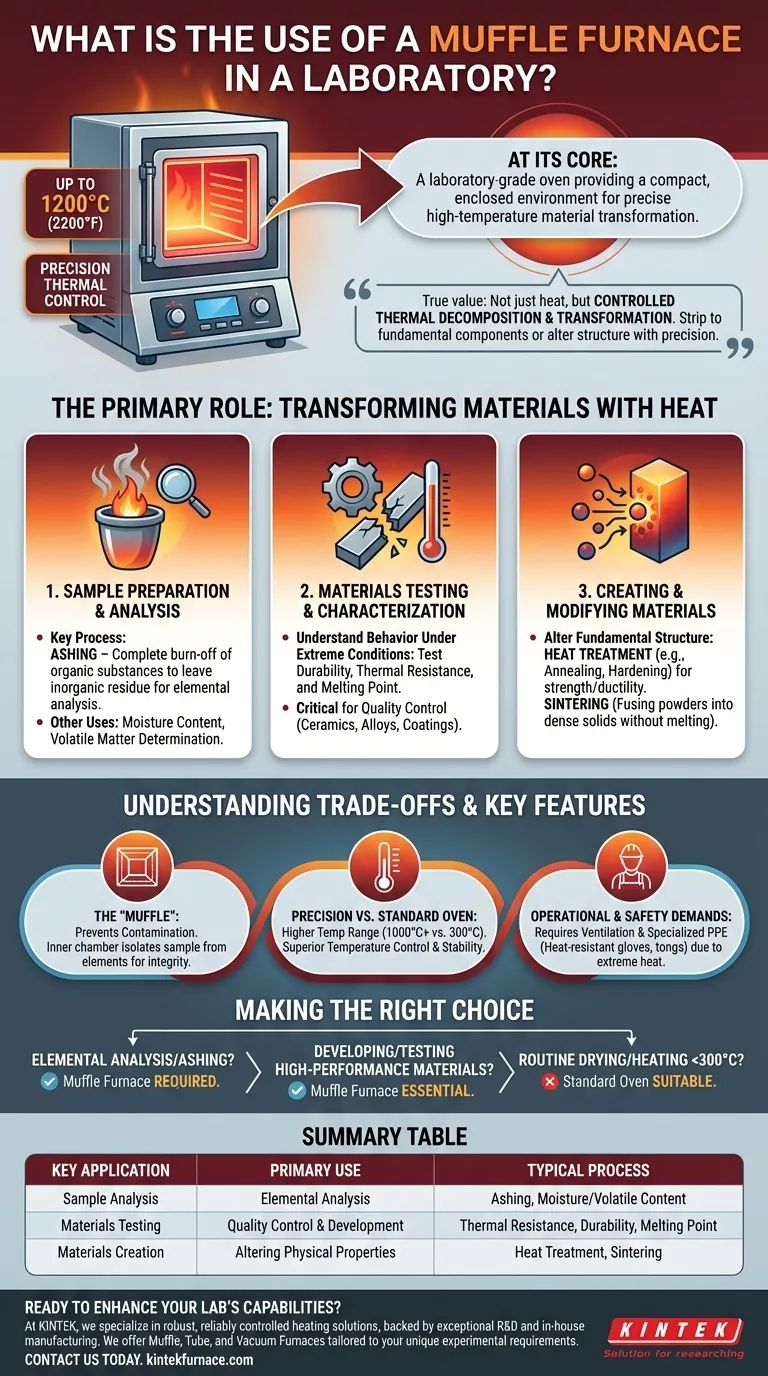
At its core, a muffle furnace is a laboratory-grade oven that provides a compact, enclosed environment for reaching extremely high and precisely controlled temperatures, often up to 1200°C (2200°F). It is used to transform materials through processes like ashing, heat treating, and sintering to analyze their composition, test their durability, or alter their physical properties.
The true value of a muffle furnace is not just its ability to get hot, but its capacity to perform controlled thermal decomposition and transformation. It allows you to strip a material down to its fundamental inorganic components or to fundamentally change its structure with precision.

The Primary Role: Transforming Materials with Heat
A muffle furnace goes far beyond simple drying. Its purpose is to subject samples to thermal stress in a way that reveals or alters their basic characteristics.
Sample Preparation and Analysis
The most common laboratory use is preparing a sample for further chemical analysis. The high heat initiates specific chemical changes.
Ashing is the cornerstone of this process. It involves heating a sample to a temperature high enough to completely burn off all organic substances, leaving behind only the non-combustible inorganic residue, or ash. This ash can then be analyzed for its elemental composition.
Other analytical uses include determining a sample's moisture content or the amount of volatile matter that is released at high temperatures.
Materials Testing and Characterization
Engineers and material scientists use muffle furnaces to understand how a material behaves under extreme conditions.
By exposing a material to a specific temperature for a set duration, they can test its durability, thermal resistance, and melting point. This is critical for quality control and developing new materials like ceramics, alloys, and high-performance coatings.
Creating and Modifying Materials
A muffle furnace is also a tool for creation. Processes like heat treatment and sintering use temperature to fundamentally change a material's internal structure.
Heat treatment, such as annealing or hardening metals, alters properties like strength and ductility. Sintering is a process used for ceramics and some metals where fine powders are heated until their particles fuse together, forming a solid, dense object without melting.
Understanding the Trade-offs and Key Features
While powerful, a muffle furnace is a specialized instrument. Understanding its design and limitations is key to using it effectively.
The "Muffle": Preventing Contamination
The name comes from the furnace's design. The "muffle" is the inner chamber that isolates the sample from the heating elements. This is critical because it prevents contamination from the byproducts of combustion (in fuel-fired furnaces) or from the elements themselves, ensuring the sample's integrity.
Precision vs. A Standard Oven
A muffle furnace is not interchangeable with a standard laboratory oven. The key differentiators are its temperature range (often 1000°C+ vs. 300°C for a typical oven) and its temperature control system, which allows for highly precise and stable heating profiles.
Operational and Safety Demands
The extreme temperatures of a muffle furnace introduce significant operational requirements. Proper ventilation is mandatory to handle fumes, and operators must use specialized personal protective equipment (PPE), such as heat-resistant gloves and tongs, to prevent severe burns.
Making the Right Choice for Your Goal
Deciding whether you need a muffle furnace depends entirely on the transformation your material must undergo.
- If your primary focus is elemental analysis or determining inorganic content: You need a muffle furnace for precise ashing procedures.
- If your primary focus is developing or testing high-performance materials: A muffle furnace is essential for heat treatment, sintering, and thermal stress testing.
- If your primary focus is routine sample drying or heating below 300°C: A standard laboratory oven is a more suitable and cost-effective tool.
Ultimately, the muffle furnace is the indispensable tool for any laboratory process that requires subjecting materials to precisely controlled, extreme heat.
Summary Table:
| Key Application | Primary Use | Typical Process |
|---|---|---|
| Sample Analysis | Elemental Analysis | Ashing, Moisture/Volatile Content Determination |
| Materials Testing | Quality Control & Development | Thermal Resistance, Durability, Melting Point Testing |
| Materials Creation | Altering Physical Properties | Heat Treatment (Annealing), Sintering |
Ready to enhance your lab's capabilities with a high-performance furnace?
At KINTEK, we understand that precise thermal processing is critical for accurate results in research and quality control. Our expertise in advanced high-temperature furnace solutions, including Muffle, Tube, and Vacuum Furnaces, is backed by exceptional R&D and in-house manufacturing.
We specialize in providing robust, reliable, and precisely controlled heating for applications like ashing, heat treatment, and sintering. Our strong deep customization capability ensures your furnace is tailored to meet your unique experimental requirements perfectly.
Contact us today to discuss how we can provide the right high-temperature solution for your laboratory.
Visual Guide
Related Products
- 1400℃ Muffle Oven Furnace for Laboratory
- 1700℃ High Temperature Muffle Oven Furnace for Laboratory
- 1800℃ High Temperature Muffle Oven Furnace for Laboratory
- 1200℃ Muffle Oven Furnace for Laboratory
- High Temperature Muffle Oven Furnace for Laboratory Debinding and Pre Sintering
People Also Ask
- How is a laboratory muffle furnace used in 3D-printed PP-CF cross-linking? Achieve Thermal Stability at 150 °C
- What function does a muffle furnace perform in perovskite formation? Optimize Your Thermal Synthesis
- How is a laboratory high-temperature muffle furnace utilized to achieve the specific crystalline structure of LaFeO3 catalysts?
- Function of Muffle Furnace in Exfoliating g-C3N4 Nanosheets: Precision Thermal Control and Defect Engineering
- How does a high-temperature laboratory muffle furnace affect material properties? Transform Anodic Oxide Films Fast



















