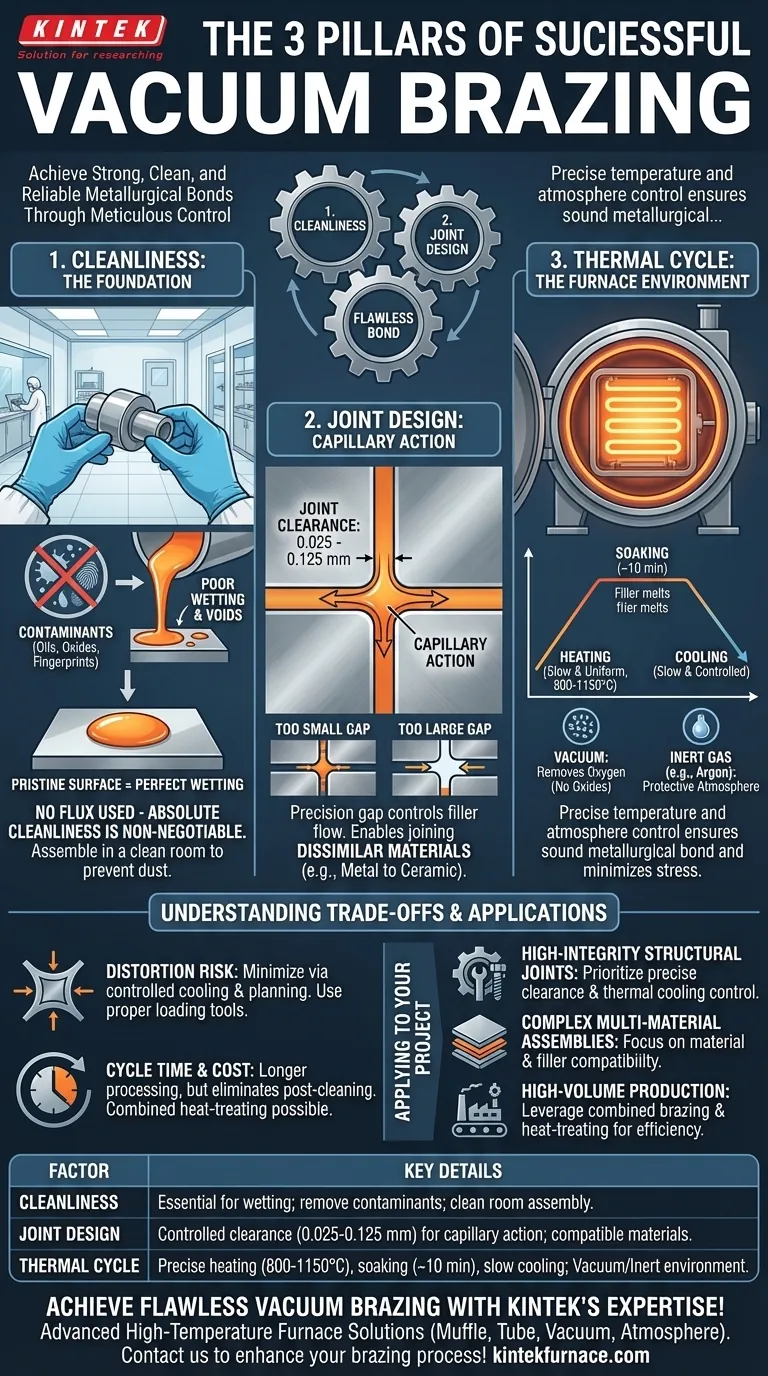
To achieve a successful vacuum braze, you must meticulously control three core areas: the pre-braze cleanliness of the components, the physical design of the joint itself, and the precise thermal cycle within the vacuum furnace. These elements work in concert to create an environment where a strong, clean, and reliable metallurgical bond can form without defects.
The success of vacuum brazing is not determined by a single factor, but by a holistic system of control. It is a process of creating a pristine, oxygen-free environment where precise temperature control and joint design allow the filler metal to bond with the parent materials perfectly.

The Foundation: Preparation and Cleanliness
The most common point of failure in vacuum brazing occurs before the parts ever enter the furnace. Absolute cleanliness is non-negotiable.
Why Contaminants Are the Enemy
Contaminants like oils, greases, oxides, and even fingerprints act as a barrier. They prevent the molten brazing filler metal from "wetting" and flowing evenly across the parent metal surfaces.
This results in voids, incomplete joints, and a dramatically weaker bond. Because vacuum brazing does not use flux to chemically clean surfaces during heating, the initial cleanliness is the only thing ensuring a proper bond.
The Role of a Clean Environment
Your control over cleanliness must extend beyond the parts themselves. Assembling components in a dedicated, clean room is critical.
This practice prevents dust, fibers, and other airborne particles from settling on the prepared parts or the filler metal before they are loaded into the furnace.
Mastering the Brazing Environment: The Furnace
The vacuum furnace is where the joining occurs. Controlling the atmosphere and temperature profile is the key to creating a flawless joint.
Achieving the Necessary Vacuum
The primary purpose of the vacuum is to remove oxygen and other reactive gases. This prevents the formation of oxides on the metal surfaces as they are heated.
Without oxides, the filler metal can interact directly with the parent materials, resulting in a bright, clean, and metallurgically sound joint. For some applications, the chamber is backfilled with an inert gas like argon to provide a protective atmosphere.
The Thermal Cycle: A Precise Recipe
The thermal cycle is the specific heating, soaking, and cooling profile for the assembly.
- Heating: Parts are heated slowly and uniformly to the brazing temperature, which is typically between 800°C and 1150°C. This slow ramp-up minimizes thermal stress and distortion.
- Soaking: The assembly is held at the brazing temperature for a short period, often around 10 minutes, allowing the filler metal to melt and flow completely throughout the joint.
- Cooling: Slow, controlled cooling is essential to reduce residual stresses and prevent cracking, preserving the integrity of the final assembly.
Designing for Success: Joint and Material Considerations
A perfect process cannot fix a poorly designed part. The physical design of the joint is just as critical as the furnace environment.
The Critical Role of Joint Clearance
Vacuum brazing relies on capillary action to pull the molten filler metal into the gap between the parts. The gap, or joint clearance, must be precisely controlled.
A typical clearance is between 0.025 mm and 0.125 mm. If the gap is too small, the filler metal cannot flow in; if it is too large, capillary action will fail and the joint will be weak or incomplete.
Selecting the Right Materials
Careful selection of both the parent metals and the brazing filler alloy is essential. The materials must be compatible with each other and with the intended thermal cycle.
This process excels at joining dissimilar materials, such as metals to ceramics, which is a key advantage over other joining methods. The filler metal's melting point must be lower than that of the parent materials.
Understanding the Trade-offs
While powerful, vacuum brazing has practical limitations and requires an understanding of its inherent trade-offs.
The Risk of Distortion
While controlled cooling significantly minimizes stress, the high temperatures involved mean that the risk of distortion is never zero. Complex geometries or assemblies with very different material thicknesses require careful planning and appropriate loading tools to support the parts.
Cycle Time and Cost
Vacuum brazing is not an instantaneous process. The need to pump down a vacuum and execute slow heating and cooling cycles results in longer processing times compared to other methods.
While it can be cost-effective by eliminating post-braze cleaning and enabling combined heat-treating cycles, the initial equipment investment and cycle time are important considerations.
Process Control Is Absolute
There is little room for error. A failure in cleanliness, a poorly designed joint, or an incorrect thermal profile often means the entire part must be scrapped. The process demands rigorous control and post-braze inspection and testing to ensure quality.
Applying This to Your Project
Your focus should be guided by the primary goal of your specific application.
- If your primary focus is high-integrity structural joints: Prioritize precise joint clearance and meticulous control over the thermal cooling cycle to minimize residual stress.
- If your primary focus is complex, multi-material assemblies: Concentrate on the compatibility between parent materials and the filler alloy to ensure a strong metallurgical bond.
- If your primary focus is high-volume production: Leverage the ability to combine brazing with heat-treating and age-hardening in a single furnace cycle to maximize efficiency.
Ultimately, successful vacuum brazing is achieved by viewing it as an integrated system where every step, from design to final inspection, is critically important.
Summary Table:
| Factor | Key Details |
|---|---|
| Cleanliness | Essential for filler metal wetting; requires oil, grease, and oxide removal; assembly in clean room to prevent contaminants. |
| Joint Design | Controlled clearance (0.025-0.125 mm) for capillary action; compatible materials for dissimilar joining. |
| Thermal Cycle | Precise heating (800-1150°C), soaking (~10 min), and slow cooling to minimize stress and ensure proper bonding. |
| Vacuum Environment | Removes oxygen to prevent oxides; may use inert gases like argon for protection. |
Achieve flawless vacuum brazing with KINTEK's expertise! Leveraging exceptional R&D and in-house manufacturing, we provide advanced high-temperature furnace solutions like Muffle, Tube, Rotary, Vacuum & Atmosphere Furnaces, and CVD/PECVD Systems. Our deep customization capability ensures precise alignment with your unique experimental needs, whether for high-integrity structural joints, complex multi-material assemblies, or high-volume production. Contact us today to discuss how our tailored solutions can enhance your brazing process and deliver reliable results!
Visual Guide
Related Products
- Vacuum Heat Treat Sintering and Brazing Furnace
- 304 316 Stainless Steel High Vacuum Ball Stop Valve for Vacuum Systems
- Stainless Steel KF ISO Vacuum Flange Blind Plate for High Vacuum Systems
- CF KF Flange Vacuum Electrode Feedthrough Lead Sealing Assembly for Vacuum Systems
- Vacuum Induction Melting Furnace
People Also Ask
- What is the function of industrial vacuum heat treatment furnaces? Elevate 3D-Printed Maraging Steel Quality
- What is one of the most important uses of vacuum heat treating furnaces in aerospace? Achieve Superior Strength in Aircraft Alloys
- How does vacuum heat treating affect the grain structure of metal alloys? Achieve Precise Microstructure Control
- What are the steps involved in a typical vacuum brazing treatment? Master the Process for Strong, Clean Joints
- What are the technical advantages of using Ti-35Ni-25Nb foil? High toughness and beta-phase stability.
















