Laser active brazing outperforms traditional furnace brazing in the manufacturing of micro-energy sensor feedthroughs primarily through its ability to deliver localized, high-precision energy. Unlike furnace brazing, which exposes the entire assembly to high temperatures, laser brazing focuses heat strictly on the joint interface. This targeted approach melts the brazing alloy while keeping the surrounding metal components relatively cool, drastically minimizing thermal distortion.
By decoupling the sealing process from the bulk heating of the component, laser active brazing eliminates the macro-thermal stresses typical of furnace processing. This ensures the dimensional integrity of sensitive micro-sensors and significantly enhances their reliability under thermal cycling.
The Physics of Localized Energy Input
Precision Energy Application
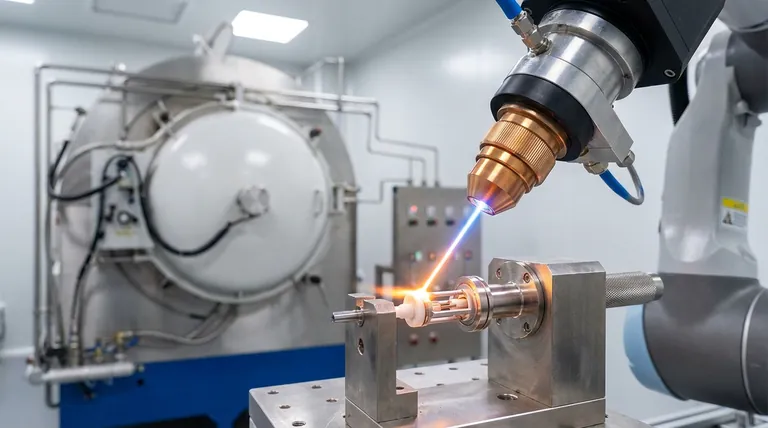
Laser active brazing utilizes a focused beam to input energy with extreme precision. This allows manufacturers to target the specific area where the seal is required without affecting the rest of the assembly.
Minimizing the Heat-Affected Zone
A critical advantage of this method is the creation of an extremely small heat-affected zone (HAZ). In traditional furnace brazing, the entire component reaches the brazing temperature, altering material properties globally. Laser brazing confines these microstructural changes to the immediate joint area.
Controlling Overall Temperature Rise
Because the energy input is so localized, the overall temperature rise of the metal components is minimized. The bulk of the micro-sensor remains at a much lower temperature than the melting point of the brazing alloy, protecting sensitive internal elements from thermal damage.
Mitigating Stress and Distortion
Reducing Macro-Thermal Stress
The primary driver of failure in traditional brazing is the stress caused by the expansion and subsequent contraction of metal parts as they heat and cool globally. Laser active brazing significantly reduces this macro-thermal stress caused by metal contraction.
Improving Dimensional Accuracy
When the bulk of the component does not expand significantly, the geometry of the final part remains stable. This results in superior dimensional accuracy, which is critical for the tight tolerances required in micro-energy sensor feedthroughs.
Enhancing Long-Term Reliability
Thermal Cycle Endurance
Joints formed with high residual stress are prone to failure when subjected to operational temperature changes. By minimizing initial stress during fabrication, laser brazing improves the thermal cycle reliability of the joint.
Sealing Integrity
The localized melting allows for a hermetic seal to form without the risk of warping the mating surfaces. This ensures a consistent, leak-proof barrier essential for sensor performance.
Understanding the Trade-offs
Line-of-Sight Requirements
While laser brazing offers precision, it requires direct access to the joint. Unlike furnace brazing, which heats by convection or radiation throughout a chamber, the laser beam must have a clear physical path to the brazing alloy.
Process Complexity
Achieving the "high-precision energy input" described requires sophisticated control systems. This introduces a level of process complexity regarding alignment and beam focus that is generally higher than the "batch and bake" nature of furnace brazing.
Making the Right Choice for Your Goal
To determine if laser active brazing is the correct manufacturing solution for your specific application, consider your priority metrics:
- If your primary focus is dimensional stability: Laser brazing is the superior choice because it prevents the global metal contraction that warps components.
- If your primary focus is component longevity: The reduction in macro-thermal stress provided by laser brazing will directly translate to better performance during repetitive thermal cycling.
For micro-energy sensors where precision is non-negotiable, the ability to isolate heat is the single most critical factor in ensuring manufacturing success.
Summary Table:
| Feature | Laser Active Brazing | Traditional Furnace Brazing |
|---|---|---|
| Heat Input | Highly Localized (Focal Point) | Global (Entire Component) |
| Thermal Stress | Minimal Macro-Stress | High Stress from Contraction |
| Heat-Affected Zone | Extremely Small | Large/Global |
| Dimensional Accuracy | Superior Stability | High Risk of Distortion |
| Component Safety | Protects Heat-Sensitive Parts | Risk of Thermal Damage |
| Complexity | High (Requires Line-of-Sight) | Lower (Batch Processing) |
Elevate Your Manufacturing Precision with KINTEK
Are you struggling with thermal distortion in your micro-sensor assemblies? KINTEK provides the cutting-edge thermal technology needed to ensure your components meet the strictest dimensional tolerances. Backed by expert R&D and world-class manufacturing, we offer a comprehensive range of Muffle, Tube, Rotary, Vacuum, and CVD systems, all fully customizable for your unique laboratory or industrial needs. Whether you require precise localized heating or controlled atmosphere furnace brazing, our experts are here to help you optimize your process for maximum reliability.
Ready to enhance your lab's efficiency and product longevity? Contact KINTEK today to discuss your custom solution!
References
- Jian Feng, Antonio Hurtado. Active Brazing for Energy Devices Sealing. DOI: 10.3390/jeta2010001
This article is also based on technical information from Kintek Furnace Knowledge Base .
Related Products
People Also Ask
- What are the benefits of using vacuum heat treating furnaces for metal alloys? Achieve Superior Metal Properties and Performance
- What are the steps involved in a typical vacuum brazing treatment? Master the Process for Strong, Clean Joints
- What are the advantages of using a vacuum heat treatment furnace? Achieve Superior Material Quality and Control
- How does vacuum heat treating affect the grain structure of metal alloys? Achieve Precise Microstructure Control
- What is the role of high-precision furnaces in Inconel 718 heat treatment? Master Microstructural Engineering
